Выбор токарного обрабатывающего центра
Токарные обрабатывающие центры – это высокотехнологичное оборудование, которое смело можно отнести к последним достижениям станкостроения (Рисунок 1). Им характерны высокие показатели точности и производительности, а также минимальное участие оператора в работе, что легко позволяет организовывать многостаночное обслуживание. Покупка такого станка целесообразна в случае серийного производства простых и сложных изделий, требующих выполнения как токарных, так и ряда фрезерных работ.

Рисунок 2 – Токарно-фрезерный обрабатывающий центр.
В связи с достаточно высокой стоимостью к выбору подобного оборудования стоит подходить с особенной тщательностью.
Шаг 1. Определяем основополагающие параметры.
Подбор любого обрабатывающего центра начинается с определения базовых параметров: максимальных размеров и веса заготовки, её материала, количества и сложности выполняемых операций.
Длина заготовки определяет один из основных параметров любого токарного оборудования – расстояние между центрами (РМЦ). От этого напрямую зависят и габариты станка. Чем большей длины будет обрабатываемая заготовка, тем больше производственной площади займет станок. В зависимости от типа (формы) и максимального диаметра заготовки выбирают расстояние от оси шпинделя до суппорта и размер патрона. В случае работы с деталями типа диск важно расстояние от оси шпинделя до станины, при работе с прутковой заготовкой не стоит забывать про размер проходного отверстия шпинделя. Обрабатываемые поверхности заготовки и применяемые инструменты также влияют на необходимые перемещения по осям. Материал заготовки определяет величину частоты вращения и момента на шпинделе. То есть, если вы планируете обрабатывать заготовки из чугуна или легированной стали, то в приоритете будет высокий крутящий момент, а для алюминия важнее скорость вращения шпинделя. В базовом оснащении предлагается высокая скорость резания.
Далее нужно подобрать комплектацию станка согласно своим технологическим требованиям.
Шаг 2. Полнота базовой комплектации.
Токарные центры – многофункциональное оборудование и имеют внушительную базовую комплектацию. Особое внимание в ней следует обратить на приводной инструмент и револьверную головку, наличие оси С и гидравлической системы.
Именно револьверная головка с приводным инструментом (Рисунок 2) и делает токарный станок с ЧПУ обрабатывающим центром. Благодаря им становятся возможны фрезерные операции, сверление и нарезание резьбы (не только по оси шпинделя). Для этого в инструментальный магазин устанавливаются приводные блоки, а уже непосредственно в них закрепляется специализированный инструмент (сверла, метчики, фрезы). Револьверная головка должна предполагать применение приводного инструмента в радиальном и аксиальном направлении. При этом стоит обратить внимание, чтобы при максимальной загрузке инструменты для обработки внутренних и наружных поверхностей не мешали друг другу. Система крепления инструментальных блоков должна отвечать требованиям быстрой смены инструмента и надежного крепления, например, VDI. Лучше, чтобы индексация револьверной головки происходила по кратчайшему пути - время смены инструмента должно быть минимальным. Его замена в инструментальном магазине должна осуществляться удобно и легко, например, с помощью гидравлического привода зажима.
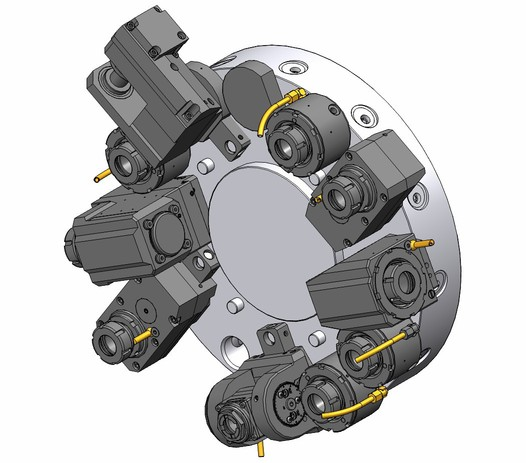
Рисунок 2 - Револьверная головка с приводным инструментом.
Для осуществления полноценных операций фрезерования, сверления и нарезания резьбы важно наличие высокоточного датчика контроля положения, который реализует так называемую ось С. Он осуществляет позиционирование шпинделя на заданный в программе угол с высокой дискретностью в обоих направлениях и обеспечивает отсутствие влияния люфтов кинематики на точность позиционирования.
Гидравлическая система должна обеспечивать автоматизацию операции закрепления детали. Благодаря гидравлическому патрону и приводу пиноли задней бабки, управляемым с помощью педалей или с панели ЧПУ, оператор может устанавливать заготовку двумя руками или с применением средств автоматизации, что значительно удобнее и быстрее чем это делать в ручную. При этом усилие зажима заготовки остается постоянным на всем протяжении работы.
Высокая производительность токарно-фрезерных центров связана с обильным образованием стружки. Для эффективной работы важно своевременно удалять ее из зоны резания, что можно решить применением наклонной станины и подачей СОЖ в зону обработки. Стружка вымывается и падает под собственным весом на телескопическую защиту направляющих, а далее ее перемещение зависит от наличия конвейера. Его применение позволяет сократить простой станка, связанный с удалением стружки.
Естественным спутником любой металлорежущей операции является выделение тепла. Плохая терморегуляция значительно снижает точность токарного центра, поэтому лучше, если система подачи СОЖ подразумевает охлаждение каждой позиции инструмента как в радиальном, так и в осевом направлениях.
Быстродействие обрабатывающих центров напрямую зависит от скорости перемещения холостых ходов по осям X и Z. Лучшими показателями обладают линейные двигатели, далее идут роликовые направляющие качения и ШВП с увеличенным шагом, и прямой муфтой с преднатягом. Минусом линейных двигателей является цена и относительно небольшая распространенность. Рассчитывая на качество и надёжность, разумнее выбирать обрабатывающей центр с проверенными комплектующими от известных марок на ответственных позициях.
Шаг 3. Опции.
Опции позволяют расширить технологические возможности токарных центров, повысив их производительность, точность, удобство и безопасность работы до максимума.
Противошпиндель, ось Y и вторая револьверная головка позволят значительно расширить спектр выполняемых работ на данном станке, а также позволят значительно сократить и машинное и общее время обработки заготовки на станке, как следствие возрастет скорость обработки, что качественно скажется на производительности.
Самым трудоёмким процессом для токарного обрабатывающего центра базовой комплектации остаётся установка заготовки и удаление готовых деталей.
Для повышения производительности и сокращения вспомогательного времени можно установить на станок приспособление для подачи штучных заготовок (Если есть возможность нарезать необходимое количество штучных заготовок на предыдущих операциях).
При работе с прутковыми заготовками возможно автоматизировать данные процессы. Барфидер - податчик прутка, управляемый ЧПУ, интегрированным в систему ЧПУ станка, осуществляет автоматическую подачу прутка в гидравлический патрон или цангу из накопителя. Оператору остаётся только следить за остатком прутка.
Схожую функцию выполняет барпуллер. Он устанавливается в инструментальный магазин револьверной головки, далее в процессе работы захватывает прутковую заготовку и за счет движения по оси Z вытягивает ее из патрона.
Обычно отрезанную от общей заготовки готовую деталь вынимает оператор. При работе с деталями небольшого габарита выгодно дооснастить станок автоматическим уловителем детали, который под управлением ЧПУ, эвакуирует готовое изделие за пределы станка. В случае обработки тяжелых заготовок возможно установить роботизированную руку, которая также управляется системой ЧПУ, и позволяет по заданной управляющей программе выгрузить обработанное изделие за пределы станка (на транспортную тележку, конвейер или в другой станок для дальнейшей обработки).
Работа токарного центра сопряжена с большим расходом СОЖ (вынос со стружкой и переход в парообразное состояние). Чтобы продлить срок ее службы и поддерживать качество, устанавливают сепаратор масла в СОЖ. Он собирает избытки масла, сохраняя рекомендованный состав и снижая скорость размножения бактерий и, как следствие, появления неприятного запаха в цеху.
Современные измерительные системы для токарных обрабатывающих центров могут значительно сократить время наладки инструмента, они позволяют полностью автоматизировать процесс измерения инструмента, ввода поправок его размера и нахождения поломок.
Шаг 4. Выбор поставщика.
Теперь вы практически решили, какую конфигурацию токарного центра приобрести. Остается сделать последний, порой самый ответственный шаг – выбрать поставщика. На сегодняшний день большинству покупателей нужны гибкий подход, оптимальное ценовое предложение и гарантии. Этим требованиям всегда удовлетворяет наша компания, которая уже более двадцати лет поставляет оборудование, комплектующие и инструмент на машиностроительные предприятия.
Безусловно, любая покупка должна быть удобной покупателю. Компания «Корунд» всегда может предложить гибкую ценовую политику, подразумевающую скидки как за покупку нескольких единиц оборудования, так и за многолетнее партнерство; станки из наличия или оптимальные сроки изготовления; подходящие условия доставки и технические консультации на этапе подбора.
Делая большие капиталовложения, каждый должен убедиться в добросовестности продавца. Надежному производителю нечего скрывать - история предприятия, отчеты о реализованных ранее проектах и отзывы должны быть в свободном доступе, что позволяет сформировать представления о поставщике. Но убедиться во всем, всегда лучше лично: посетить предприятие, пообщаться, и сформировать свое мнение о поставщике.
Также, запросить поставщика, посмотреть данное оборудование в работе на ШоуРуме или других предприятиях, куда ранее было поставлено данное или подобное оборудование.
По мере усложнения оборудования набирает значение и техническое сопровождение. В приоритете компании, предоставляющие своевременное обеспечение пуско-наладочных работ на территории заказчика, независимо от региона его нахождения, оперативное качественное гарантийное и постгарантийное сервисное обслуживание и ремонт. Особое внимание стоит уделить обучению персонала на местах. Базовый курс включает: обучение основам программирования (если это необходимо), демонстрацию режимов работы, обучение работы с органами управления и управляющей программой, обучение первичной диагностике и алгоритмам выхода из аварийных ситуаций.
Список используемых источников:
1. Интернет ресурс – «https://ru.wikipedia.org/wiki/Нартов,_Андрей_Константинович».
2. Интернет ресурс – «https://zen.yandex.ru/media/id/5a5c8954a936f47f76ef73ca/vybiraete-tokarnyi-stanok-spisok-rekomendaci....
3. Интернет ресурс – «https://stankomach.com/o-kompanii/articles/kak-vybrat-tokarnyj-stanok.html».