Choosing a turning machining center
Turning machining centers are high–tech equipment that can be safely attributed to the latest achievements of machine tool construction (Figure 1). They are characterized by high accuracy and productivity, as well as minimal operator involvement in the work, which makes it easy to organize multi-line maintenance. The purchase of such a machine is advisable in the case of mass production of simple and complex products that require both turning and a number of milling operations.

Figure 2 – Turning and milling machining center.
Due to the rather high cost, the choice of such equipment should be approached with special care.
Step 1. Define the basic parameters.
The selection of any machining center begins with determining the basic parameters: the maximum size and weight of the workpiece, its material, the number and complexity of the operations performed.
The length of the workpiece determines one of the main parameters of any turning equipment – the distance between the centers (RMC). The dimensions of the machine directly depend on this. The longer the workpiece will be processed, the more production area the machine will occupy. Depending on the type (shape) and the maximum diameter of the workpiece, the distance from the spindle axis to the caliper and the size of the chuck are selected. In the case of working with disc-type parts, the distance from the spindle axis to the bed is important, when working with a rod blank, do not forget about the size of the spindle bore. The workpiece surfaces to be processed and the tools used also affect the necessary movements along the axes. The material of the workpiece determines the value of the rotational speed and torque on the spindle. That is, if you plan to process blanks made of cast iron or alloy steel, then high torque will be a priority, and for aluminum, the spindle rotation speed is more important. The basic equipment offers a high cutting speed.
Next, you need to choose the complete set of the machine according to your technological requirements.
Step 2. Completeness of the basic configuration.
Turning centers are multifunctional equipment and have an impressive basic equipment. Particular attention should be paid to the drive tool and the turret, the presence of the C-axis and the hydraulic system.
It is the turret head with the driving tool (Figure 2) that makes the CNC lathe the machining center. Thanks to them, milling operations, drilling and threading become possible (not only along the spindle axis). To do this, drive blocks are installed in the tool shop, and specialized tools (drills, taps, cutters) are fixed directly in them. The turret head should assume the use of a driving tool in the radial and axial direction. At the same time, it is worth paying attention so that at maximum load, the tools for processing internal and external surfaces do not interfere with each other. The attachment system of tool blocks must meet the requirements of fast tool change and reliable attachment, for example, VDI. It is better that the indexing of the revolver head takes place along the shortest path - the tool change time should be minimal. Its replacement in the tool shop should be carried out conveniently and easily, for example, with the help of a hydraulic clamp drive.
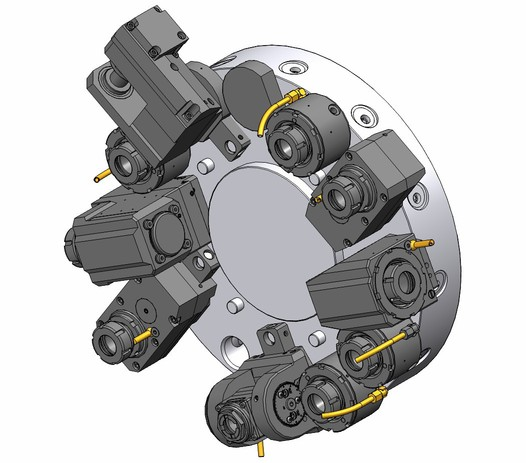
Figure 2 - Revolver head with a driving tool.
To carry out full-fledged milling, drilling and threading operations, it is important to have a high-precision position control sensor that implements the so-called C axis. It performs positioning of the spindle at the angle specified in the program with high discreteness in both directions and ensures that kinematic backlashes do not affect the positioning accuracy.
The hydraulic system must provide automation of the fastening operation of the part. Thanks to the hydraulic chuck and the pinole drive of the tailstock, controlled by pedals or from the CNC panel, the operator can install the workpiece with two hands or with the use of automation tools, which is much more convenient and faster than doing it manually. At the same time, the clamping force of the workpiece remains constant throughout the work.
High productivity of turning and milling centers is associated with abundant chip formation. For efficient operation, it is important to remove it from the cutting zone in a timely manner, which can be solved by using an inclined bed and applying coolant to the processing zone. The chips are washed out and fall under their own weight on the telescopic protection of the guides, and then its movement depends on the presence of a conveyor. Its use makes it possible to reduce the downtime of the machine associated with the removal of chips.
The natural companion of any metal-cutting operation is the release of heat. Poor thermoregulation significantly reduces the accuracy of the turning center, so it is better if the coolant supply system involves cooling each tool position in both radial and axial directions.
The speed of the machining centers directly depends on the speed of idling along the X and Z axes. Linear motors have the best performance, followed by roller rolling guides and ballscrews with increased pitch, and a direct coupling with preload. The disadvantage of linear motors is the price and relatively small prevalence. Counting on quality and reliability, it is more reasonable to choose a processing center with proven components from well-known brands in responsible positions.
Step 3. Options.
Options allow you to expand the technological capabilities of turning centers, increasing their productivity, accuracy, convenience and safety to the maximum.
The counter spindle, the Y axis and the second turret will significantly expand the range of work performed on this machine, and will also significantly reduce both the machine and the total processing time of the workpiece on the machine, as a result, the processing speed will increase, which will qualitatively affect productivity.
The most time-consuming process for the basic equipment turning machining center remains the installation of the workpiece and the removal of finished parts.
To increase productivity and reduce auxiliary time, a device for feeding piece blanks can be installed on the machine (If it is possible to cut the required number of piece blanks in previous operations).
When working with bar blanks, it is possible to automate these processes. Bar feeder - rod feeder, controlled by a CNC integrated into the CNC system of the machine, automatically feeds the rod into the hydraulic chuck or collet from the storage. The operator can only monitor the rest of the rod.
A similar function is performed by a barpuller. It is installed in the tool magazine of the revolver head, then in the process of work it captures the rod blank and pulls it out of the cartridge due to movement along the Z axis.
Usually, the finished part cut off from the general workpiece is removed by the operator. When working with small-sized parts, it is advantageous to retrofit the machine with an automatic part catcher, which, under CNC control, evacuates the finished product outside the machine. In the case of processing heavy workpieces, it is possible to install a robotic arm, which is also controlled by a CNC system, and allows, according to a given control program, to unload the processed product outside the machine (onto a transport trolley, conveyor or into another machine for further processing).
The operation of the turning center involves a large consumption of coolant (removal with chips and transition to a vaporous state). To extend its service life and maintain quality, an oil separator is installed in the coolant. It collects excess oil, maintaining the recommended composition and reducing the rate of bacterial reproduction and, as a result, the appearance of an unpleasant odor in the shop.
Modern measuring systems for turning machining centers can significantly reduce the tool setup time, they allow you to fully automate the process of measuring the tool, making corrections to its size and finding breakdowns.
Step 4. Choosing a supplier.
Now you have practically decided which configuration of the turning center to purchase. It remains to make the last, sometimes the most important step – to choose a supplier. Today, most buyers need a flexible approach, an optimal price offer and guarantees. These requirements are always met by our company, which has been supplying equipment, components and tools to machine-building enterprises for more than twenty years.
Of course, any purchase should be convenient for the buyer. The company "Corund" can always offer a flexible pricing policy, which implies discounts both for the purchase of several pieces of equipment and for a long-term partnership; machines from the availability or optimal production time; suitable delivery conditions and technical advice at the selection stage.
When making large investments, everyone should make sure that the seller is in good faith. A reliable manufacturer has nothing to hide - the history of the enterprise, reports on previously implemented projects and reviews should be freely available, which allows you to form ideas about the supplier. But it is always better to make sure of everything in person: visit the company, communicate, and form your opinion about the supplier.
Also, request a supplier, see this equipment in operation at the showroom or other enterprises where this or similar equipment was previously supplied.
As the complexity of the equipment increases, technical support also gains importance. Priority is given to companies providing timely provision of commissioning works on the customer's territory, regardless of the region of its location, prompt high-quality warranty and post-warranty service and repair. Special attention should be paid to the training of personnel in the field. The basic course includes: training in the basics of programming (if necessary), demonstration of operating modes, training in working with controls and the control program, training in primary diagnostics and algorithms for emergency situations.
List of sources used:
1. Internet resource – "https://ru.wikipedia.org/wiki/Nartov,_andre_
Konstantinovich".
2. Internet resource – "https://zen.yandex.ru/media/id/5a5c8954a936f47f76ef73ca/vybiraete-tokarnyi-stanok-spisok-rekomendaci....
3. Internet resource – "https://stankomach.com/o-kompanii/articles/kak-vybrat-tokarnyj-stanok.html".