Развёртки и операция развертывания
В производстве бывают моменты, когда требуется предварительно просверленное отверстие довести до определенных параметров. Таких как форма и размеры отверстия, шероховатость поверхности. В таких случаях применяют операцию развертывания. Развёртывание – это операция чистовой обработки высокоточных отверстий, которую выполняют с помощью многолезвийного инструмента. Инструмент для развертывания — развертки. С помощью него можно получить уже готовое отверстие, которое будет обеспечивать точность 7 —9-го квалитетов и шероховатость поверхности 7 —8-го классов.
Сам по себе инструмент бывает:
- ручным и машинным – в зависимости от того, каким образом используется
- цилиндрическим и коническим – в зависимости от собственной конфигурации и формы обрабатываемого отверстия
- хвостовым и насадным – по способу фиксации
- с равномерным и неравномерным расположением режущих зубьев по своей окружности для формирования обрабатываемых поверхностей с различной степенью шероховатости.
Разберем более подробно такой инструмент, как развертка.
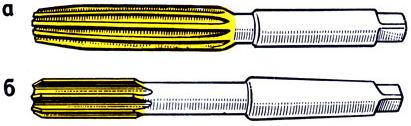
Ручные (а) и машинные (б) инструменты, используемые для развертывания, имеют определенные различия в своей конструкции. Так, ручной инструмент для развертывания отличается удлиненными режущими кромками на своей рабочей части и хвостовиком квадратного сечения, при помощи которого развертка устанавливается в воротке. Конструкция машинного инструмента, позволяющего выполнять развертывание отверстий значительной глубины, отличается более короткой рабочей частью и более длинной шейкой.
Расположенные на рабочей части развертки режущие зубья выполняются прямыми (прямозубые развертки) или с винтовыми канавками (спиральные развертки). Для развертывания прерывистых отверстий (например, с продольными канавками) применяются не прямозубые, а спиральные развертки. Развертки с правой винтовой канавкой называются праворежущими, а с левой винтовой канавкой — леворежущими.
По форме обрабатываемых отверстий развертки делятся на цилиндрические и конические. Эти развертки делают комплектами из двух или трех разверток в комплекте. Одна является черновой, вторая промежуточной, а третья — чистовой.
Развертки изготовляют с равномерным и неравномерным шагом зубьев по окружности. Для ручного развертывания следует применять развертки с неравномерным шагом. Они дают при развертывании вручную более чистую поверхность отверстия, а главное — ограничивают возможность образования так называемой огранки, при которой отверстия получаются не цилиндрической, а многогранной формы. Машинные развертки изготовляют с равномерным шагом зубьев по окружности.
Развертка состоит из трех частей: рабочей части, шейки и хвостовика. Рабочая часть в свою очередь состоит из режущей, или заборной, части, калибрующей цилиндрической части и обратного конуса.
Режущая, или заборная, часть на конце имеет направляющий конус (скос под углом 45°), назначение которого состоит в снятии припуска на развертывание и предохранении вершины режущих кромок от забоин при развертывании.
Калибрующая часть предназначена для калибрования отверстия и направления развертки во время работы. Каждый зуб калибрующей части вдоль рабочей часта развертки заканчивается канавкой, благодаря которой образуются режущие кромки; кроме того, канавки служат для отвода стружки.
Обратный конус находится на калибрующей части ближе к хвостовику. Он служит для уменьшения трения развертки о поверхность отверстия и сохранения качества обрабатываемой поверхности при выходе развертки из отверстия.

При выборе развертки для обработки отверстий имеют значение следующие технические параметры:
- тип инструмента (для выполнения чернового или чистового развертывания, ручной или машинный);
- диаметр (в зависимости от геометрических параметров подвергаемого развертыванию отверстия).
Достаточно распространённая ошибка при подготовке отверстий к развёртыванию – слишком маленький припуск. Если припуск в отверстии недостаточен для развёртывания, развёртка будет истираться и быстро изнашиваться, в результате чего возможно искажение диаметра отверстий. Кроме этого, для получения хороших результатов также важно не оставлять слишком большой припуск в отверстии. Как правило, для чернового развертывания необходим припуск от одной десятой до пятнадцати сотых миллиметра, а для чистовой – от пяти сотых до одной десятой миллиметра.
Если подытожить, то основные рекомендации по работе с данным инструментом будут:
- Выбирайте тип развёртки, скорость и подачу при развёртывании в соответствии с конкретной ситуацией. Следите за тем, чтобы предварительные отверстия имели надлежащий диаметр
- Заготовка должна быть жёстко закреплена, а шпиндель станка не должен иметь люфтов
- Патрон должен обладать надлежащим качеством. Если развёртка проскальзывает в патроне, а подача осуществляется автоматически, возможно повреждение развёртки
- Поддерживайте минимальный вылет инструмента относительно шпинделя станка
- Используйте рекомендуемые смазочные материалы для повышения стойкости инструмента и точного попадания жидкости на режущие кромки. Так как развёртывание не является нагруженной операцией, использование эмульсии с концентрацией 40:1, как правило, даёт удовлетворительные результаты. При обработке серого чугуна без применения СОЖ можно использовать сжатый воздух
- Не допускайте забивания канавок развёртки стружкой
- Необходимо помнить, что развертки относятся к точным и дорогостоящим инструментам, поэтому на правильность их эксплуатации и хранения должно быть обращено особое внимание. Развертками следует пользоваться только по назначению, нельзя доводить их до чрезмерного затупления.