Deployments and deployment operation
There are times in production when a pre-drilled hole needs to be brought to certain parameters. Such as the shape and size of the hole, surface roughness. In such cases, the deployment operation is used. Deployment is a finishing operation of high–precision holes, which is performed using a multi-blade tool. Deployment tool — scans. With the help of it, you can get a ready—made hole that will ensure the accuracy of the 7th -9th grades and the surface roughness of the 7th —8th grades.
The tool itself can be:
- manual and machine – depending on how is used
- cylindrical and conical – depending on its own configuration and shape of the hole being processed
- tail and nozzle – according to the method of fixation
- with a uniform and uneven arrangement of the cutting teeth along its circumference to form the treated surfaces with varying degrees of roughness.
Let's analyze in more detail such a tool as a scan.
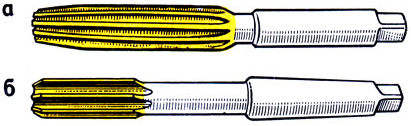
Manual (a) and machine (b) tools used for deployment have certain differences in their design. So, the manual tool for deployment is distinguished by elongated cutting edges on its working part and a square-section shank, with which the sweep is installed in the collar. The design of the machine tool, which allows you to deploy holes of considerable depth, is distinguished by a shorter working part and a longer neck.
The cutting teeth located on the working part of the reamer are made straight (straight-toothed reamers) or with screw grooves (spiral reamers). For the deployment of discontinuous holes (for example, with longitudinal grooves), not straight-toothed, but spiral reamers are used. The reamers with the right helical groove are called right—cutting, and with the left helical groove - left-cutting.
According to the shape of the processed holes, the reamers are divided into cylindrical and conical. These scans are made in sets of two or three scans in a set. One is rough, the second is intermediate, and the third is finishing.
The reamers are made with a uniform and uneven pitch of the teeth along the circumference. For manual deployment, unevenly pitched scans should be used. They give a cleaner surface of the hole when deployed manually, and most importantly, they limit the possibility of forming a so—called cut, in which the holes are not cylindrical, but polyhedral in shape. Machine reamers are made with a uniform pitch of teeth along the circumference.
The scan consists of three parts: working part, neck and shank. The working part, in turn, consists of a cutting, or intake, part, a calibrating cylindrical part and a reverse cone.
The cutting, or fence, part at the end has a guide cone (bevel at an angle of 45 °), the purpose of which is to remove the deployment allowance and protect the tops of the cutting edges from nicks during deployment.
The calibration part is designed to calibrate the hole and the direction of the sweep during operation. Each tooth of the calibration part along the working part of the sweep ends with a groove, thanks to which cutting edges are formed; in addition, the grooves serve to remove chips.
The reverse cone is located on the calibration part closer to the shank. It serves to reduce the friction of the reamer on the surface of the hole and preserve the quality of the treated surface when the reamer exits the hole.

When choosing a sweep for hole processing, the following technical parameters are important:
- type of tool (for roughing or finishing deployment, manual or machine);
- diameter (depending on the geometric parameters of the hole being deployed).
A fairly common mistake when preparing holes for deployment is too small an allowance. If the allowance in the hole is insufficient for deployment, the reamer will wear out and wear out quickly, as a result of which the diameter of the holes may be distorted. In addition, in order to obtain good results, it is also important not to leave too large an allowance in the hole. As a rule, a rough deployment requires an allowance from one tenth to fifteen hundredths of a millimeter, and for finishing – from five hundredths to one tenth of a millimeter.
To summarize, the main recommendations for working with this tool will be:
- Choose the type of sweep, speed and feed when deploying according to the specific situation. Make sure that the pre-holes have the proper diameter
- The workpiece must be rigidly fixed, and the machine spindle must not have backlashes
- The cartridge must have the proper quality. If the scan slips in the cartridge, and the feed is carried out automatically, the scan may be damaged
- Maintain a minimum tool reach relative to the machine spindle
- Use the recommended lubricants to increase the durability of the tool and the precise penetration of liquid on the cutting edges. Since deployment is not a loaded operation, the use of an emulsion with a concentration of 40:1, as a rule, gives satisfactory results. When processing grey cast iron without the use of coolant, compressed air can be used
- Do not allow the grooves of the sweep to be clogged with chips
- It must be remembered that reamers are accurate and expensive tools, so special attention should be paid to the correctness of their operation and storage. The reamers should be used only for their intended purpose, they should not be brought to excessive bluntness.