Выбор твердосплавной пластины
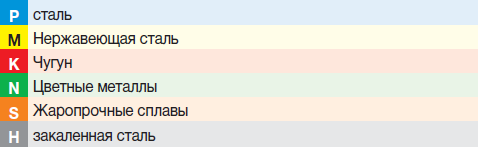
1. Правильный подбор обрабатываемого материала очень важен при выборе инструмента и начальных режимов обработки. Для удобства обрабатываемые материалы подразделяются на шесть основных групп, которые объединяются по виду оказываемой нагрузки (деформации) на режущую кромку и, следовательно, имеют похожий тип износа. Поэтому сначала необходимо отнести материал заготовки к одной из групп.
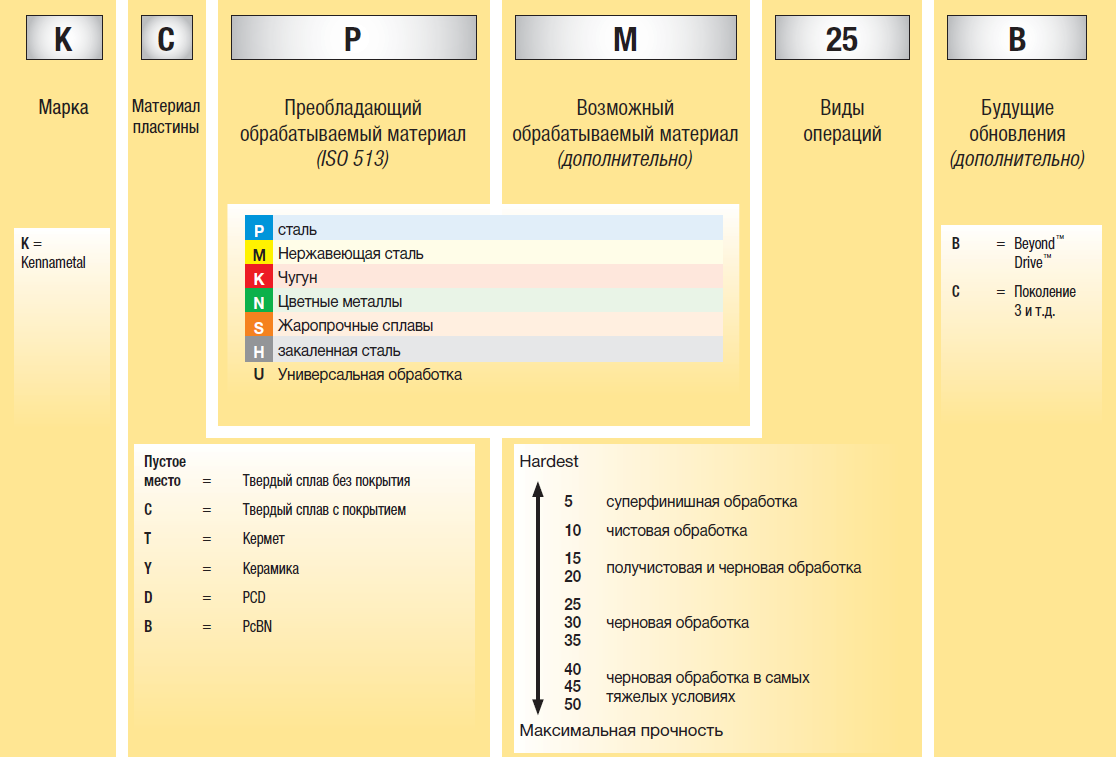
2. Определение условий обработки для оптимального выбора марки твёрдого сплава:
-
Черновая обработка. Прерывистое резание в тяжёлых условиях, сочетание большой глубины резания и подачи, большие силы резания.
-
Получистовая обработка. Переменная глубина резания, широкий диапазон сочетаний глубины резания и подачи, большинство операций общего назначения являются получистовыми.
-
Чистовая обработка. Непрерывное резание, низкие силы резания, предварительно обработанная поверхность, малые глубины резания и подачи.
Маркировка сплава у каждого производителя уникальна. В качестве примера приведём маркировку производителя Kennametal:
3. Выбор формы пластины
- Для обеспечения прочности нужно выбирать максимально возможный угол при вершине пластины, а так же максимально возможный радиус при вершине.

- Для снижения вибраций нужно выбирать меньший радиус при вершине.
4. Выбор оптимальной стружколомающей геометрии является важным аспектом. Форма стружки зависит от нескольких факторов: свойств обрабатываемого материала (его предела прочности, вязкости и микроструктуры); свойств режущего материала, в особенности, его фрикционных свойств; статических и динамических характеристик оборудования, охлаждения, геометрии режущей кромки, режимов резания и типа стружколомающей геометрии. Практически всеми этими факторами определяется форма стружки в процессе резания: либо сегментная, которая легко удаляется из зоны резания; либо «сливная» или в виде спирали, которая скапливается в рабочей зоне станка и мешает беспрепятственному доступу к ней.
Каждая стружколомающая геометрия работает в определенном диапазоне режимов резания. Стружколомающие геометрии создаются таким образом, чтобы иметь пересечение областей надежного стружколомания между собой. Таким образом, полностью покрывается весь диапазон возможных режимов обработки: сочетаний определенных величин глубины резания и подачи.

Маркировка геометрий уникальна у каждого производителя и при выборе нужно ориентироваться на рекомендации каталога.
Использованы материалы из каталогов Kennametal, Pramet, Walter.