Брак при фрезеровании
Нежелательные явления при фрезеровании и рекомендации по борьбе с ними
1. Высокая шероховатость обработанной поверхности
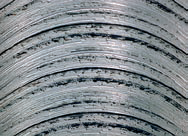
На величину шероховатости обработанной поверхности влияет масса причин, среди которых можно назвать: материал заготовки, охлаждающая среда, исполнение и состояние режущей кромки инструмента, режимы резания (в первую очередь, подача и скорость резания) и жесткость системы „станок - инструмент - заготовка“.
-
неправильный выбор инструмента
-
неправильная толщина снимаемой стружки
-
неправильно выбрана скорость резания
-
обработка материала требует применения смазочно - охлаждающей жидкости
-
высокая подача
Рекомендации:
-
применить чистовую СМП или же СМП с зачистной фаской
-
применить СМП с подходящей геометрией резания
-
снизить подачу
-
изменить, по большей части, повысить скорость резания
-
применить охлаждение или смазку (MQL)
-
устранить причину возникновения вибраций
-
применить инструмент с возможностью более точной установки и регулировки положения
-
отдельных СМП (при фрезеровании)
-
изменить толщину снимаемой стружки (изменить условия врезания)
2. Неровность поверхности вследствие вибрации

Это весьма частое явление, к главным причинам которого относится несбалансированность инструмента, нежесткое закрепление обрабатываемой детали и высокие значения усилий резания.
-
низкая жесткость системы „станок – инструмент – заготовка“
-
слишком большая глубина стружки (как аксиальная, так и радиальная)
-
биение - плохая сбалансированность заготовки или же инструмента
-
большой вылет инструмента
Рекомендации:
-
проверить надежность закрепления заготовки
-
проверить надежность закрепления инструмента
-
уменьшить глубину резания
-
применить инструмент с меньшим вылетом
-
отрегулировать скорость резания
-
уменьшить толщину стружки (изменить условия резания или врезания)
-
изменить геометрию резания на максимально острую и положительную (минимизировать усилия
-
резания), выбрать другой материал СМП
-
применить, в случае фрезерования, инструмент с меньшим углом в плане
3. Образование заусенца
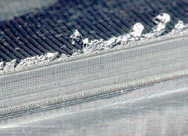
Данное явление весьма распространено, однако ему не всегда можно воспрепятствовать. Заусенец возникает, в первую очередь, при обработке мягких сталей и пластически деформируемых материалов.
Рекомендации:
-
применить СМП с острой режущей кромкой
-
применить СМП с положительной геометрией
-
применить инструмент с меньшим углом в плане
4. Неточность размера и формы заготовки

Это явление возникает в результате большого количества факторов, или же свойств системы „станок – инструмент – заготовка“
Рекомендации:
-
выбрать СМП с достаточной износостойкостью
-
проверить надежность закрепления заготовки
-
проверить надежность закрепления инструмента (уменьшить вылет или же устранить дисбаланс)
-
выбрать подходящий размер припуска на обработку
5. Неприемлемая форма стружки

Приемлемая форма стружки является в настоящее время таким же важным критерием, как и срок службы самой СМП. На процесс стружкодробления оказывают влияние: материал заготовки, подача, глубина резания, и, конечно, соответствующий выбор геометрии резания (стружколома).
Длинная (несформированная) стружка является неприемлемой по многим причинам также, как слишком короткая - очень мелко „раздробленная” стружка нежелательна (это свидетельствует о перегрузке режущей кромки и о процессе возникновения вибраций).
Рекомендации:
-
изменить подачу и глубину резания
-
выбрать более подходящую геометрию
-
изменить условия врезания
Общие рекомендации
- Контроль правильного прилегания СМП в гнезде.
Перед установкой новой СМП или сменой режущей кромки необходимо очистить посадочное место, проверить его состояние — отсутствие повреждений клина и подкладной пластины.
- Контроль и ремонт крепежных сегментов.
Также важным является контроль самих крепежных элементов: углового рычага, винта, прихвата или прижимного клина. Для крепления следует применять только неповрежденные элементы, в случае их замены применять только запасные части, которые приведены в каталоге данного инструмента. Регулярно смазывать резьбу и коническую опорную поверхность винтов смазкой, устойчивой к повышенным температурам, например, Molykote G. При монтаже или демонтаже применять лишь отвертки и ключи, указанные в каталоге и рекомендуемые производителем инструмента. Необходимо, при необходимости, производить подтяжку винтов, применяя при этом динамометрический ключ.
- Контроль закрепления.
При закреплении СМП необходимо проверить плотное ее прилегание по всей опорной поверхности и в упор - как в радиальном, так и в аксиальном направлениях. Закрепленные СМП и инструменты должны быть всегда чистыми и неповрежденными.
Использованы материалы Sandvik, Pramet.