Виды износа инструмента при точении
Виды износа инструмента при точении, брак деталей и пути их устранения
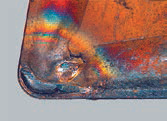
ОБРАЗОВАНИЕ НАРОСТА НА РЕЖУЩЕЙ КРОМКЕ

Рекомендации:
-
изменить (повысить) скорость резания
-
изменить (повысить) подачу
-
применить с покрытием типы твердого сплава
-
применить иную геометрию резания
-
применить охлаждающую жидкость с более высоким действием против образования нароста (при ее отсутствии, отказаться от охлаждения)
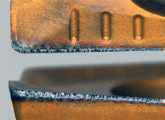
ИЗНОС ПО ЗАДНЕЙ ПОВЕРХНОСТИ

Рекомендации:
-
применить более износостойкий тип твердого сплава
-
снизить скорость резания
-
увеличить подачу (в случае, если подача меньше, чем 0,1 мм/зуб)
-
применить охлаждающую жидкость или повысить интенсивность охлаждения
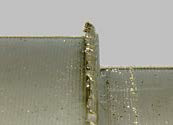
ЛУНКА НА ПЕРЕДНЕЙ ПОВЕРХНОСТИ
Рекомендации:
-
применить более износостойкий тип твердого сплава
-
применить твердый сплав с покрытием, в первую очередь, MT CVD
-
снизить скорость резания - применить иной, более положительный, тип геометрии резания
-
применить охлаждающую жидкость или повысить интенсивность охлаждения
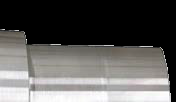
ПРОТОЧИНА НА ВСПОМОГАТЕЛЬНОЙ РЕЖУЩЕЙ КРОМКЕ

Рекомендации:
-
применить твердый сплав с покрытием или более износостойкий тип твердого сплава, если позволяют условия
-
применить СМП с покрытием, содержащим Al2O3
-
применить охлаждающую жидкость или повысить интенсивность охлаждения
-
снизить скорость резания
ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ ВЕРШИНЫ

Рекомендации:
-
применить более износостойкий тип твердого сплава
-
снизить скорость резания
-
снизить подачу
-
применить охлаждающую жидкость или повысить интенсивность охлаждения
-
применить СМП с большим радиусом закругления вершины
-
применить СМП с большим углом при вершине
ПРОТОЧИНА НА ГЛАВНОЙ РЕЖУЩЕЙ КРОМКЕ

Рекомендации:
- применить твердый сплав с покрытием или более износостойкий тип твердого сплава, если позволяют условия
-
применить СМП с покрытием, содержащим Al2O3
-
выбрать инструмент с меньшим углом в плане
-
обрабатывать с непостоянной глубиной резания (по конусу)
ВЫКРАШИВАНИЕ РЕЖУЩЕЙ ГРАНИ

Рекомендации:
-
применить более вязкий тип твёрдого сплава
-
выбрать менее интенсивные условия резания
-
применить иную геометрию резания
-
при врезании уменьшить подачу
-
изменить способ входа и выхода инструмента при резании
РАЗРУШЕНИЕ РЕЖУЩЕЙ КРОМКИ (ВНЕ ЗОНЫ РЕЗАНИЯ)

Рекомендации:
-
изменить подачу
-
выбрать инструмент с иным главным углом в плане
-
применить иную геометрию резания (иной стружколом)
-
применить более вязкий тип твердого сплава
ТЕРМОТРЕЩИНЫ
Рекомендации:
-
отказаться от охлаждения жидкостью (можно применить воздух с целью устранения стружки из зоны резания)
-
выбрать более вязкий материал СМП
-
снизить скорость резания
УСТАЛОСТНЫЕ ТРЕЩИНЫ

Рекомендации:
-
применить более вязкий тип твердого сплава
-
изменит способ входа и выхода инструмента из заготовки
-
изменить условия врезания
-
применить иной тип геометрии резания или СМП иной формы (...T, ....S, ....K, ....P)
ВЫКРАШИВАНИЕ РЕЖУЩЕЙ КРОМКИ ИЛИ ЖЕ ВЕРШИНЫ ИНСТРУМЕНТА

Рекомендации:
-
применить более вязкий тип твердого сплава
-
выбрать менее интенсивные условия резания (уменьшить подачу и глубину)
-
применить СМП с большим радиусом закругления вершины
-
применить СМП с большим углом при вершине
-
применить иную геометрию резания (иной стружколом)
-
стабилизировать режущую грань (режущую кромку)
-
уменьшить подачу при врезании
ОБРАЗОВАНИЕ ЗАУСЕНЦА
Рекомендации:
-
применить СМП с острой режущей кромкой
-
применить СМП с положительной геометрией
-
применить инструмент с меньшим углом в плане
НЕТОЧНОСТЬ РАЗМЕРА И ФОРМЫ ЗАГОТОВКИ
Рекомендации:
-
выбрать СМП с достаточной износостойкостью
-
проверить надежность закрепления заготовки
-
проверить надежность закрепления инструмента (уменьшить вылет или устранить дисбаланс)
-
выбрать подходящий размер припуска для обработки
НЕУДОВЛЕТВОРИТЕЛЬНОЕ ФОРМИРОВАНИЕ СТРУЖКИ

Рекомендации:
-
изменить подачу и глубину резания
-
выбрать более подходящую геометрию
-
изменить условия врезания
ОБЩИЕ РЕКОМЕНДАЦИИ
Контроль правильного прилегания СМП в гнезде. Перед установкой новой СМП или сменой режущей кромки необходимо очистить посадочное место, проверить его состояние - отсутствие повреждений клина и подкладной пластины.
Контроль и ремонт крепежных элементов. Важным является контроль самих крепежных элементов: углового рычага, винта, прихвата или прижимного клина. Для крепления следует применять только неповрежденные элементы, в случае их замены применять только запасные части, которые приведены в каталоге данного инструмента. Регулярно смазывать резьбу и коническую опорную поверхность винтов смазкой, устойчивой к повышенным температурам, например, Molykote G. При монтаже или демонтаже применять лишь отвертки и ключи, указанные в каталоге и рекомендуемые производителем инструмента. Необходимо производить подтяжку всех винтов, применяя при этом динамометрический ключ.
Контроль закрепления. При закреплении СМП необходимо проверить плотное ее прилегание по всей опорной поверхности и упор - в радиальном и аксиальном направлениях. Закрепленные СМП и инструменты должны быть всегда чистыми и неповрежденными.
Использованы материалы Sandvik, Pramet.