СОЖ при обработке материалов

Напомним, что в процессе металлообработки всегда происходит сильное трение заготовки об инструмент. Особенно это является существенным для токарных станков, где резец сильно нагревается. Интенсивное трение вызывает и преждевременный износ инструмента для холодной пластической деформации, особенно для таких операций, как скоростная многопозиционная высадка или холодное выдавливание. Во всех этих случаях необходимо применение специальных смазочно-охлаждающих жидкостей.
Марки наиболее распространённых составов для мехобработки
Для токарных станков производятся следующие виды:
-
Эмульсолы, которые представляют собой разбавленные обычные минеральные масла (например, И-12, И-20) Эмульсолы на нефтяной основе производятся по техническим требованиям ГОСТ 6243-75;
-
Эмульгаторы, у которых присутствуют металлические мыла синтетических жирных кислот. Производятся согласно ГОСТ Р 52128-2003;
-
Синтетические составы на основе высокоатомных спиртов, талловых масел, триэтаноламина. Производятся по ГОСТ 38.01445-88, и предназначаются для токарных станков, ведущих механическую обработку быстрорежущих, нержавеющих, легированных сталей. Не допускается их использование в отработанном виде;
-
Сульфофрезолы (ГОСТ 122-94) – смеси высокоочищенного масла и серосодержащих составов. Эффективно снижают трение, не обладают коррозионными свойствами, поскольку не содержат воды, кислот, щелочей.
-
Общим свойством, которым должна обладать синтетическая СОЖ для токарных станков – пониженная вязкость. Здесь основные компоненты СОЖ легко распределяются по сложной поверхности инструмента, хорошо охлаждают её, не позволяют стружке налипать на резец. В среднем рассматриваемый показатель для процессов механической обработки, не превышает 35 — 40 сСт.
Под смазочным действием понимают способность СОЖ образовывать на контактных поверхностях инструмента, на стружке и на обработанных поверхностях заготовки прочные пленки, полностью или частично предотвращающие соприкосновение передней поверхности со стружкой и задних поверхностей с поверхностью резания. Смазочное действие жидкостей растет с повышением проникающей способности веществ, входящих в ее состав, и активности, с которой эти вещества вступают во взаимодействие со свежеобразованными поверхностями детали, стружки и инструмента.
Охлаждающее действие СОЖ заключается в основном в отборе тепла от нагретых контактных поверхностей инструмента и поверхностей обрабатываемой детали за счет конвективного теплообмена. Теплообмен между нагретыми поверхностями и СОЖ зависит от условий испарения жидкости, теплофизических свойств контактирующих тел, смачивающих способностей СОЖ, скорости ее относительного движения.
Под моющим действием СОЖ понимают способность жидкостей удалять продукты изнашивания с поверхности резания и контактных поверхностей инструмента. Моющая способность СОЖ улучшается со снижением поверхностного натяжения жидкости.
Кроме смазочных, охлаждающих и моющих свойств, смазочноохлаждающие жидкости должны обладать стабильностью, не иметь неприятного запаха, быть мало склонными к пенообразованию, не вызывать коррозии станка, детали и инструмента.
Все применяемые в настоящее время СОЖ можно разделить на имеющие в своей основе воду (водные жидкости) и масло (масляные жидкости). К первой группе относятся водные растворы электролитов и поверхностно-активные вещества, масляные эмульсии и присадки; эти жидкости имеют повышенные охлаждающие и пониженные смазочные свойства. Ко второй группе относятся растительные масла, минеральные масла чистые и с присадками; эти жидкости имеют пониженные охлаждающие и повышенные смазочные свойства [4].
При выборе состава СОЖ для механообработки необходимо учитывать следующее. На контактирующих поверхностях обрабатываемой заготовки и инструмента возникают высокие контактные давления. Контактное давление максимально в непосредственной близости к главной режущей кромке (до 60...70 ГПа). Такое давление препятствует доступу в активную зону смазочно-охлаждающей жидкости и эффективному охлаждению. Проблему повышения эффективности решают подачей СОЖ оптимальным способом в зону резания и обоснованным выбором рациональной рецептуры СОЖ. Основные пути улучшения охлаждающего действия СОЖ следующие [43]:
-
использование в составе СОЖ жидкостей с высокой теплопроводностью, теплоемкостью и плотностью;
-
применение компонентов с малой кинематической вязкостью;
-
увеличение скорости потока СОЖ относительно охлаждаемых объектов;
-
уменьшение гидравлического эквивалентного диаметра охлаждаемого объекта.
Первые два пункта в основном зависят от состава СОЖ, который должен удовлетворять еще и другим требованиям: предупреждения коррозии, долговечности, стабильности и т.д.
Перечисленные требования относятся к функциональным и эксплуатационным свойствам СОЖ, однако, для конкретного технологического процесса основные требования: увеличение стойкости инструмента и повышение качества обработанных деталей.
Применение при резании СОЖ уменьшает силу резания, улучшает качество обработанной поверхности и в большинстве случаев повышает стойкость инструмента.
При обработке коррозионно-стойких сталей в большинстве случаев доминирует адгезионно-усталостный износ. Для его подавления применяют СОЖ с высокими смазывающими свойствами. Из-за меньшей реакционной способности коррозионностойких сталей более высокие результаты при их обработке показывают СОЖ с высокой концентрацией противозадирных и противоизносных присадок.
Фрезерование коррозионно-стойких сталей концевыми, дисковыми, цилиндрическими фрезами целесообразно осуществлять с применением эмульсионных и полусинтетических СОЖ. Чем пластичнее сталь, тем большее влияние оказывает СОЖ на процесс фрезерования. И, наоборот, при фрезеровании малопластичных, термически упрочненных сталей (09X16НЧБ, 40X13) состав СОЖ незначительно влияет на стойкость инструмента. При фрезеровании вязких сталей более эффективны СОЖ с высокими смазывающими свойствами (Аквол-6).
При фрезеровании без применения СОЖ наблюдается приваривание стружки к твердосплавным зубьям с последующим отделением крупных частиц твердого сплава инструмента вместе со стружкой. Применение СОЖ препятствует этому процессу, повышая стойкость и работоспособность инструмента.
При обработке деталей из титановых сплавов усадка стружки мала и при определенных условиях происходит не усадка, а удлинение стружки. Это явление названо «отрицательной усадкой стружки», связано с низкой пластичностью материала и приводит к появлению высоких температур и контактных давлений, а, следовательно, к адгезионному износу.
Для повышения стойкости инструмента при обработке титановых сплавов необходимо уменьшать адгезионные силы, что возможно двумя путями: либо снижать температуру за счет замедления скорости резания, либо за счет применения СОЖ. При обработке титановых сплавов применяют СОЖ: ЭГТ, Аквол - 2, 6, ЮМ, 11, Укринол-1 и другие.
При обработке нержавеющих сталей тип применяемых СОЖ существенно влияет на износ инструмента.
Как выбрать СОЖ для фрезерования?
Требования к СОЖ для фрезерных станков зависят от режима резания, материала инструмента и заготовки. Например:
-
при использовании фрез с твердосплавными пластинами они должны сочетать высокие смазочные и низкие охлаждающие свойства (фрезерование является прерывистым процессом, поэтому интенсивное охлаждение зоны реза приводит к образованию термических трещин на режущих кромках инструмента из-за резких перепадов температуры);
-
при обработке деталей из алюминия и нержавейки необходимо для улучшения качества обработки поверхностей следует применять СОЖ с антизадирными присадками.
Особенности выбора СОЖ для шлифовальных станков
К СОЖ для шлифовки металлов предъявляются повышенные требования по пожаробезопасности, пено- и туманообразованию, содержанию опасных для здоровья персонала веществ.
Во время шлифования в рабочей зоне образуется большое количество мелкой стружки и абразивной пыли, что приводит к образованию царапин на обрабатываемых поверхностях. Поэтому для обеспечения высокого качества деталей необходимо выбирать СОЖ с улучшенными моющими свойствами.
СОЖ для сверления
Выбирая смазочно-охлаждающую жидкость для сверлильного станка, необходимо обязательно учитывать глубину отверстий: СОЖ для глубокого сверления должны обладать повышенными теплоотводящими и антифрикционными свойствами.
Для повышения качества обработки поверхностей отверстий в деталях из нержавеющей стали в состав СОЖ вводят компоненты, предотвращающие налипание металла на сверло.
Одним из важнейших требований к СОЖ при использовании твердосплавных сверл является содержание присадок, препятствующих выгоранию кобальта.
СОЖ для обработки металлов давлением
Подбор СОЖ для обработки металлов давлением осуществляют с учетом особенностей технологических режимов выполняемых процессов (прессование, горячая или холодная штамповка).
В основном для операций горячей штамповки применяются пожаробезопасные смазочно-охлаждающие жидкости на водной основе с графитом и без графита, а также масляные СОЖ с графитом. Эти продукты образуют термостойкую смазочную пленку с хорошими разделительными свойствами. Они уменьшают износ оборудования, предотвращая жесткий контакт матрицы и заготовки.
Широкое применение получило также специальное испаряющееся масло для штамповки, в состав которого входят особые полярные присадки (эфиры). Оно отличается невысокой вязкостью, легко наносится на рабочие поверхности, испаряется при нагреве и не требует последующей очистки.
Для холодной обработки металлов давлением выпускаются СОЖ на масляной основе со значительным содержанием различных присадок и смазочных добавок, придающих нужные эксплуатационные свойства — коррозионную устойчивость и износостойкость, хорошие противозадирные качества. Создаваемая защитная масляная пленка снижает трение, уменьшает дефекты и улучшает качество поверхности получаемой детали.
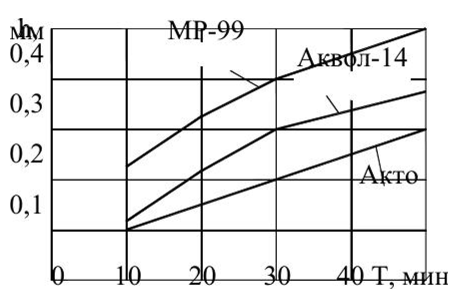
Рис. 2.75. Влияние типов СОЖ на износ инструмента при обработке стали 12X181II ОТ
существенно зависит от типа применяемой СОЖ (рис. 2.75). При обработке этой же стали без применения СОЖ, износ фрезы за 20 мин составил 0,55 мм [43].
Твердые сплавы по сравнению с быстрорежущими сталями обладают более высокой теплостойкостью, поэтому стойкость твердосплавных инструментов при применении
СОЖ возрастает меньше быстрорежущих.
Для повышения стойкости инструмента более эффективными являются СОЖ не на масляной, а

Влияние СОЖ на износ задней поверхности резца из стали Р18 при точении стали 45 [4]: 1 - всухую; 2 - с сульфофрезолом; 3 - с эмульсией
При обработке резанием существуют следующие методы подвода СОЖ; полива (рис. 2.77, а), напорного охлаждения (рис. 2.77, б) и охлаждения туманом (рис. 2.77, в).
Недостатки 1 -го метода - охлаждается наружная поверхность стружки, наименее нагретая. Второй метод более эффективен - охлаждение подается в точки, наиболее приближенные к точкам с максимальной температурой.

Рис. 2.77. Методы подвода СОЖ:
а - полива; б - напорного охлаждения; в - охлаждения туманом
Достоинства третьего метода - очень интенсивное поглощение тепла за счет повышения мелкодисперсности, т.е. жидкость уже готова к испарению и встретившись с нагретым источником тепла быстро испаряется, поглощая при этом значительное количества тепла. Третий метод считается самым эффективным. При сверлении незаменимым является второй метод, когда подача СОЖ осуществляется через каналы в сверле. Метод полива менее эффективен.
При проектировании операций обработки резанием необходимо учитывать, в каком диапазоне скоростей будет обрабатываться заготовка. При низких скоростях резания выбирают СОЖ с большим смазывающим эффектом, при высоких - охлаждающим.
Одной из лучших СОЖ является вода, но она неприменима из-за коррозии станка, поэтому часто используются эмульсии (раствор эмульсола в воде) или мыльные жидкости. СОЖ типа сульфофрезолов - серосодержащих масел чаще используется при низких скоростях резания, для получения смазывающего эффекта. Основное их преимущество - полное отсутствие воды, а есть только легкие минеральные масла. Но это экологически грязный продукт, у некоторых людей вызывает кожные заболевания. При низких скоростях резания на смену сульфофрезолам приходят графитовые смазки, которые наносятся на резец и долго там удерживаются.
При обработке чугуна влияние СОЖ несколько меньше, чем при обработке сталей. Часто при обработке чугуна СОЖ вообще не применяется, так как СОЖ всюду разносит мелкую чугунную стружку, которая приводит к интенсивному абразивному износу станка. Для отвода стружки применяется отсос стружки.
Чистый алюминий весьма критичен к типу применяемой смазочно-охлаждающей жидкости. Термообработанные алюминиевые сплавы в определенном диапазоне скоростей обрабатывают без применения СОЖ.
Для увеличения срока службы СОЖ применяют устройства по ее очистке. Несмотря на значительную стоимость этих устройств, они быстро себя окупают.
Приготовление, хранение и утилизация смазочно-охлаждающих жидкостей
В России выпускается и концентрат СОЖ, и компоненты для его приготовления для условий конкретного предприятия. Перед применением для металлообработки они проходят следующие процедуры:
-
Перемешивания компонентов при нужных температурах (при 60 — 110 °С, что устанавливается по марке и составу).
-
Отбор проб для анализа на соответствие (для России действует ГОСТ 2517-80).
-
Хранение в специализированных емкостях, допускающих периодическое перемешивание, подогрев и пр.
-
Заправку в устройства и аппараты для непрерывной подачи.
При подготовке к СОЖ могут добавляться присадки. Для этого на участках предприятий России часто предусматривают виброустановки тонкого эмульгирования.
Со временем рассматриваемые составы загрязняются, поэтому предусматриваются различные системы, которыми производится очистка СОЖ от остатков стружки, налипшего металла и т.д. Отработанные продукты, эффективная очистка которых уже невозможна, утилизируются.
Как мы видим выбор СОЖ огромен и к их подбору нужно относится очень серьезно с целью экономии денежных средств.
Источники:
- stankiexpert.ru
- ozlib.com
- oilcool.ru