Фрезерные оправки
Фрезерные оправки: виды, конструкция и применение
Основные типы хвостовиков фрезерных оправок
Конусы – самый распространенный тип хвостовиков фрезерных патронов. Преимущества: быстрая смена оснастки и инструмента, высокая точность центрирования, надежность крепления.
На сегодняшний день фрезерные оправки производятся со следующими хвостовиками:
1) Конус Морзе (DIN 228, ГОСТ 25551, конусность 1:19 ~ 1:20). Для ЧПУ не предназначен, один из самых старых инструментальных конусов. Ставится на универсальные фрезерные центры, сверлильные станки. Самоторможение или самозаклинивание не позволяет автоматически поменять оснастку, как на автоматическом оборудовании. Как правило, отбалансированы на частоту вращения не более 12000 об/мин.
2) Конус 7:24 ISO, соотношение 7:24 (SK – DIN 69871, BT – MAS 403, NT – DIN 2080). Как правило, отбалансированы на частоту вращения не более 25 000 об/мин.
SK и BT применяются на станках с ЧПУ и позволяют автоматически заменять инструмент. Вид NT ставится на универсальное оборудование, где невозможна автоматическая смена оснастки, сюда относятся также советские фрезерные или расточные станки. Конусы 7:24 ускорили процесс металлообработки, но конструкция из-за массы все равно оставалась достаточно медленной. Скорость вращения можно было разогнать максимум до 25 000 оборотов в минуту. Для обработки алюминия и других мягких материалов нужны были более легкие конструкции, которые можно было бы разгонять до больших оборотов, при этом сохраняя быстросменность оснастки. Тогда появилось решение этих задач – виды HSK и PSK.
3) Современные конусы – HSK (соотношение 1:10), PSK Capto (соотношение как у Морзе 1:19 ~ 1:20). Стандарт DIN 69893. Позволяют работать на больших оборотах, и предназначены для автоматических центров с числовым программным управлением. Скорость вращения можно разогнать до 40 000-50 000 оборотов в минуту. В HSK есть возможность закреплять токарные резцы через переходники.
4) Цилиндрический хвостовик. Находят применение на фрезерном или сверлильном оборудовании, их можно вставить в более крупный цанговый патрон, или в Weldon, а также в осевой держатель инструмента на токарном центре.
Особенности патронов с конусом Морзе
Основной размерный ряд Морзе по номерам: от 0 до 6. Метрические размеры: 80, 100, 120, 160, 200. Помимо шпинделя КМ может вставляться в заднюю бабку токарного оборудования.

1. Хвостовик Морзе с лапкой – MTA
Оправки MTA с лапкой используют для сверления в токарных, фрезерных и сверлильных центрах. Переходные втулки для Морзе расширяют возможности оборудования.
Хвостовики MTA предназначены в основном для закрепления сверл.
 2. Хвостовик Морзе с резьбой – MTB
2. Хвостовик Морзе с резьбой – MTBОснастка MTB фиксируется на резьбу (осевое отверстие с резьбой в хвостовике). Такое крепление более надежное и жесткое, подходит для фрезерных операций на фрезерных центрах.
Хвостовики MTB предназначены в основном для фиксации фрез.
Укороченные хвостовики применяются в основном в сверлильной оснастке.
Основные размеры: В7, В10, В12, В16, В18, В22, В24, В32, В45, где цифра после буквы B обозначает больший диаметр.
Особенности оснастки с конусами 7:24 ISO
Оправки имеют размерный ряд хвостовиков в зависимости от величины станка: 30, 40, 50 и т.д. Например, BT40 – для средних по размеру обрабатывающих центров. Проще всего определить размер метрического конуса по внутренней резьбе. Для 30-го размера резьба будет M12, для 40-го – M16 и для размера 50 – M24. Передача крутящего момента осуществляется через пазы во фланце. Существуют также оснастка не с метрической резьбой, а с дюймовой, например типа CAT.
Вторая (обратная) часть оправки используется для фиксации режущих элементов – напрямую или через цанги (ER, OZ, EOS, SC, GT, TC и другие).
Получается, что в цанговые патроны можно крепить монолитные фрезы, сверла, метчики и другой режущий инструмент с цилиндрическим хвостовиком. В другие виды оснастки можно зажимать сверла, в том числе корпусные, насадные фрезы, включая модели со сменными пластинами. Существуют также конуса ISO для расточных систем.
Под каждый вид оснастки используется свой штревель (винт) для фиксации и удержания в станке во время обработки.
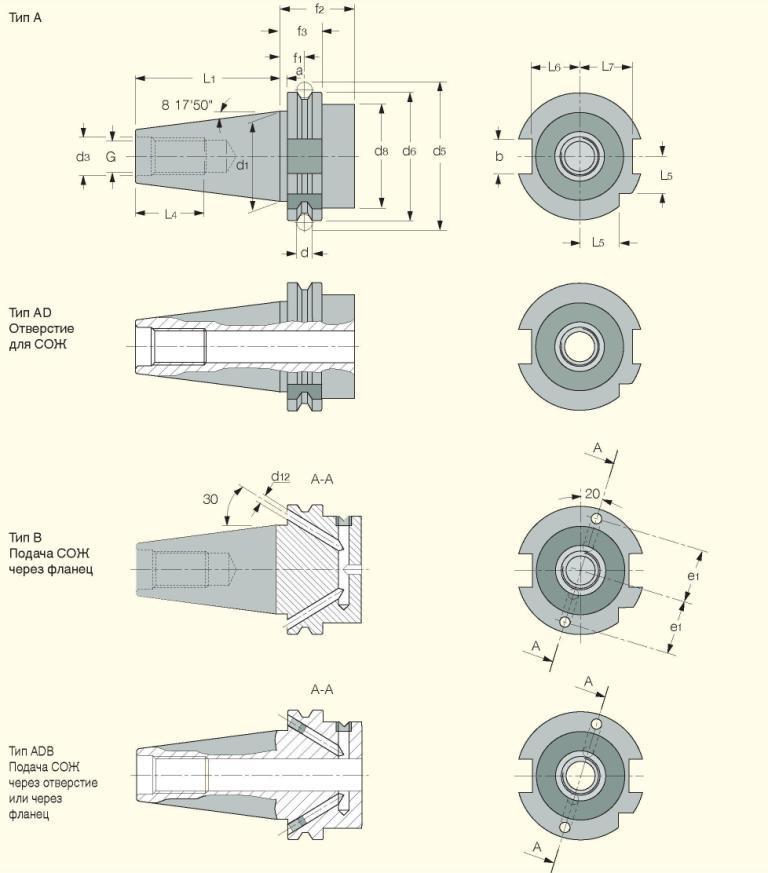
По подаче смазочно-охлаждающих жидкостей оправки ISO бывают четырех типов:
-
A – нет подачи СОЖ
-
B – подача СОЖ через фланец
-
AD – подача СОЖ через центральное отверстие
-
AD/B – подача СОЖ через отверстие или фланец
Кратко рассмотрим отличительные особенности распространенных стандартов метрических конусов.
SK – DIN 69871
Основные особенности SK:
-
Стандарты DIN 69871, ISO 7388/1, ГОСТ 25827 исполнение 2, DAT, AT.
-
Возможно использование на станках с ЧПУ.
-
Чаще всего ставятся на европейские станки.
-
Закрепление в шпинделе штревелем или винтом.
-
Два паза на фланце оправки, паз вырезан полностью на всю ширину фланца.
-
Визуально два кольца на фланце одинаковой ширины.
Пазы на фланце SK:

BT – MAS 403
Основные особенности BT:
-
Стандарты MAS 403, JIS B 6339.
-
Возможно использование на ЧПУ.
-
Чаще всего стоят на азиатских станках.
-
Закрепление в шпинделе штревелем или винтом.
-
Два паза на фланце оправки, паз вырезан не до конца фланца.
-
Визуально верхнее кольцо на фланце шире, чем нижнее.
Пазы на фланце BT:

NT – DIN 2080
Основные особенности NT:
-
Стандарты DIN 2080, ISO 7388/2, ГОСТ 25827 исполнение 1.
-
Использование на универсальном оборудовании.
-
Нельзя использовать на автоматических центрах, только ручная смена оснастки.
-
Закрепление в шпинделе штревелем или винтом.
-
Два паза на фланце оправки.
-
Визуально одно кольцо на фланце и удлиненная резьбовая часть в виде цилиндра.
-
Некоторые модели могут закрепляться в станке как на внутреннюю резьбу, так и за внешние выступы удлиненной части оправки.
Пазы на фланце NT:

Особенности конусов HSK и PSK
-
Основные особенности HSK: Стандарт DIN 69893.
-
Укороченный облегченный конус 1:10
-
Закрепление в оборудовании не через штревель, а разжимной цангой.
-
Крутящий момент передается через пазы.
-
Существует несколько видов HSK: A, T (для токарного инструмента), B, C, D, E и F.
-
Используется как на центрах с ЧПУ, так и с ручной сменой инструмента (C и D).
-
A, B, C и D применяются на низкоскоростных станках, E и F – для высокоскоростной обработки (симметричны во избежание биения).
-
Облегченная конструкция, скорость доходит до 50 000 об/мин.
-
Можно фиксировать токарные резцы и державки с помощью переходников.

- Основные особенности PSK Capto: Стандарт ISO 26623-1
-
Соотношение 1:19 ~ 1:20
-
Сечение оснастки не круг, а полигон (треугольник с округлыми углами и вогнутыми сторонами).
-
Крутящий момент передается через полигональный конус.
-
Более жесткая конструкция и более точное позиционирование, чем у HSK.
-
Дороговизна оснастки, зачастую использование материально нецелесообразно.
Преимущества современной оснастки HSK и PSK в полной мере можно оценить при обработке легких материалов – дерева, алюминия и т.д.
Особенности фрезерных оправок с цилиндрическим хвостовиком

-
Основные особенности оправок с цилиндром: Прямой цилиндрический хвостовик с лыской или без нее.
-
Обычно закрепляются на фрезерном или сверлильном станке в более крупный цанговый патрон, или в Weldon, а также в осевой держатель инструмента на токарном станке.
-
Цанговые патроны удобно использовать при большом вылете и для фиксации цанг малого размера. Чаще всего оснастку такого вида относят к переходникам-удлинителям и используют во фрезерных обрабатывающих центрах. Мини-гайка позволяет работать в труднодоступных местах.
-
Сверлильные патроны рекомендуются для токарного оборудования.
Фрезерные патроны с цилиндрическими хвостовиками по своей сути – переходные втулки, но также могут использоваться в токарных станках в держателях для расточных резцов (с лыской).
Вот и все. Ничего сложного, правда? Надеемся, статья помогла вам разобраться в ассортименте патронов для обрабатываемых центров. Как правило, производители станка в характеристиках указывают тип используемого патрона (BT, SK или другой). Дальше останется только выбрать такие патроны, которые необходимы для тех или иных технологических операций.
Ниже представлено видео по типам инструментальных конусов на фрезерных станках:
Источник
2) Каталог Pramet Tooling System 2016
3) Каталог Bison 2015