Band Saw Operation
What you need to know before getting started
-
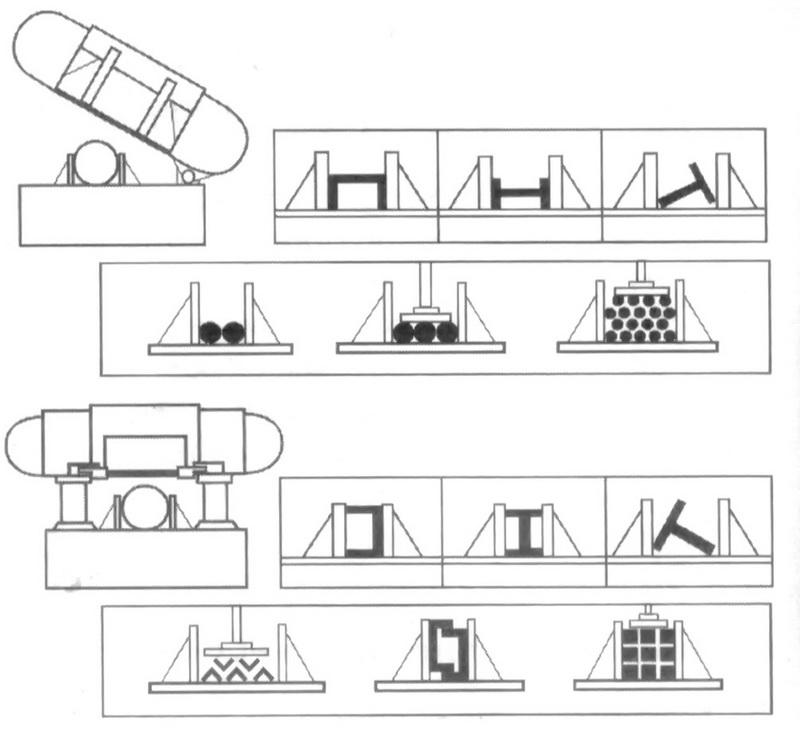
Material clip. Proper material clamping contributes to high-quality sawing, affects cutting accuracy and saw wear. Therefore, it is necessary to take into account the difference when clamping the material while working with a two-column machine or a single-column one.
-
Tension. Excessive tension of the web may cause it to break. Insufficient tension leads to the removal of the web during sawing and destruction. On machines with manual tension, it is better to tighten it a little than not to pull it if the exact value of the tension value is unknown.
-
Machine tool. Poor alignment of guides or pulleys, as well as malfunctions of other machine elements (bearings, etc.), leads to the destruction of the web or a significant reduction in its resource. Operate and maintain the band saw in accordance with the requirements given in its Manual.
-
SOZH. Lubricating and cooling fluid is required for sawing most materials. Select the coolant and its concentration in accordance with the sawn material.
Preparation of the saw - Running-in of band saws
IMPORTANT! Proper running-in guarantees a long service life of the tool
-
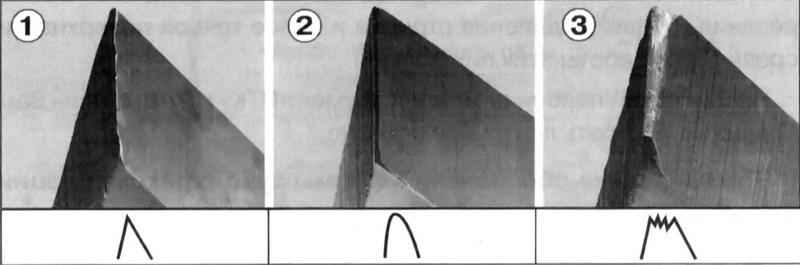
The teeth of the new saw have a very sharp cutting edge
-
Due to proper running-in, the cutting edge acquires optimal rounding
-
Excessive load on the product during improper running-in leads to the formation of microcracks on the cutting edge
Types of teeth of band saws
-
Constant pitch — the distance between the teeth does not change.
-
Variable step — small and large teeth alternately. These saws are used more often because of less vibration during cutting, better chip removal and a more precise cut surface. The duration of their work is longer.
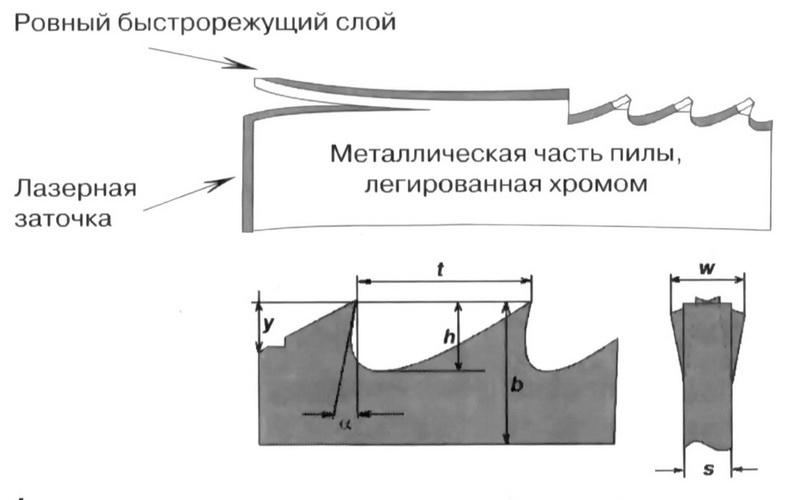
Bimetal fabrication - Saw geometry
|
b — product width |
t — tooth pitch |
Various tooth shapes of the tool are optimally combined with cutting materials and blade sizes.
Cutting modes
Sawing speed selection
It must be remembered that during the sawing process, the tool heats up. The higher the speed during sawing, the higher the heating temperature. The choice of sawing speed therefore depends on the type of product, on the size of the material and on the density of the material.
The shape of the chip will help you in choosing the right frame speed during the cutting process:
a) thin or crushed chips — increase the speed of lowering the frame or reduce the speed of sawing

b) — thick or blue chips — reduce the frame speed, check the emulsion

— too thin chips — the gaps between the teeth are clogged, use a tool with large teeth, reduce the feed or increase the sawing speed

c) spiral chips — the parameters are selected correctly
IMPORTANT!Frame movement speed is too high (feeds)&when cutting, it causes the machine to "shake" and increase the noise level. Excessive feeding can lead to cutting of teeth or tearing of the web.
Insufficient feed leads to deformation hardening of the workpiece and blunting of the teeth. Control the feed according to the shape of the chips.
An excessive increase in the speed of work leads to increased heat generation, blunting of the teeth or cutting them off, especially in carbon steel canvases. See the recommendations for operating modes for various materials.
Recommendations for choosing band saws
1. Selection of the canvas
-
Length. Selected depending on the machine
-
Width. For horizontal machines, the width is set by the manufacturer. Vertical machines allow you to vary the width of the web. As the width increases, the stability of the tool increases. If it is necessary to cut contours, the smallest radius sets the width of the saw.
2. Material of manufacture
Manufacturers offer 2 main groups of materials:
-
bimetal;
-
hard alloy;
The cutting material is selected depending on the hardness of the material to be cut.
3. Correct pitch of teeth

To achieve optimal results, it is very important to choose the right tooth pitch.
- A very small tooth pitch can lead to uneven sawing.
The chips clog the recess between the teeth, which leads to deviations during sawing, and can also cause tooth breakage.
- If the pitch is large, the teeth may break, because the pressure on each tooth increases during sawing.
It is recommended to use at least three teeth to achieve optimal results. For low—carbon steels and other easily processed materials, the optimal number of working teeth is 6-12, for hard—to-process materials - 12-24.
ATTENTION!
The position of the material in the jaws of the vise affects the correct choice of the teeth of the tape webs.
The product selection tables are presented below.

Sawing solid materials
|
Constant step |
Variable pitch |
||||
|
Constant tooth pitch tpi |
Cutting length, mm |
Variable tooth pitch tpi |
Cutting length, mm |
||
|
from |
up to |
from |
before |
||
|
24 |
|
6 |
10-14 |
|
20 |
|
18 |
|
10 |
8-12 |
10 |
30 |
|
14 |
|
15 |
6-10 |
20 |
50 |
|
10 |
15 |
30 |
5-8 |
30 |
60 |
|
8 |
30 |
50 |
4-6 |
50 |
90 |
|
6 |
50 |
80 |
3-4 |
80 |
150 |
|
4 |
80 |
120 |
2-3 |
120 |
300 |
|
3 |
120 |
200 |
1,4-2 |
250 |
600 |
|
2 |
200 |
400 |
1,0-1,4 |
400 |
1000 |
|
1,25 |
300 |
800 |
0,85-1,15 |
600 |
2000 |
|
|
|
|
0,75-1,25 |
600 |
2000 |
|
|
|
|
0,7-1,0 |
1000 |
3000 |
Pipe cutting
|
S, mm |
Pipe Outer Diameter (mm) / Tooth Pitch (number of teeth per inch) |
||||||||||||||||
|
20 |
40 |
60 |
80 |
100 |
120 |
150 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
1500 |
|
|
2 |
14 |
14 |
14 |
14 |
14 |
14 |
10-14 |
10-14 |
8-12 |
8-12 |
6-10 |
6-10 |
5-8 |
5-8 |
5-8 |
5-8 |
5-8 |
|
3 |
14 |
14 |
10-14 |
10-14 |
10-14 |
10-14 |
8-12 |
8-12 |
6-10 |
6-10 |
5-8 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
4-6 |
|
4 |
14 |
14 |
10-14 |
10-14 |
8-12 |
8-12 |
8-12 |
8-12 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
4-6 |
4-6 |
4-6 |
3-4 |
|
5 |
14 |
10-14 |
10-14 |
10-14 |
8-12 |
8-12 |
8-12 |
6-10 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
|
6 |
14 |
10-14 |
10-14 |
8-12 |
8-12 |
8-12 |
8-12 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
3-4 |
3-4 |
|
8 |
14 |
10-14 |
8-12 |
8-12 |
8-12 |
6-10 |
6-10 |
5-8 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
|
10 |
|
8-12 |
6-10 |
6-10 |
6-10 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
2-3 |
|
12 |
|
8-12 |
6-10 |
6-10 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
2-3 |
2-3 |
|
15 |
|
8-12 |
6-10 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
|
20 |
|
|
6-10 |
5-8 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
|
30 |
|
|
|
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
1,4-2 |
|
50 |
|
|
|
|
|
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
1,4-2 |
1,4-2 |
1,4-2 |
|
75 |
|
|
|
|
|
|
|
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
1,4-2 |
1,4-2 |
1,4-2 |
1,4-2 |
1,4-2 |
|
100 |
|
|
|
|
|
|
|
|
2-3 |
2-3 |
1,4-2 |
1,4-2 |
1,4-2 |
1,4-2 |
1,4-2 |
1,4-2 |
1,4-2 |
|
150 |
|
|
|
|
|
|
|
|
|
2-3 |
1,4-2 |
1,4-2 |
1,4-2 |
1,4-2 |
1-1,4 |
1-1,4 |
1-1,4 |
|
200 |
|
|
|
|
|
|
|
|
|
|
1,4-2 |
1,4-2 |
1,4-2 |
1-1,4 |
1-1,4 |
1-1,4 |
0,75-1,25 |
|
250 |
|
|
|
|
|
|
|
|
|
|
|
1,4-2 |
1-1,4 |
1-1,4 |
1-1,4 |
0,75-1,25 |
0,75-1,25 |
|
300 |
|
|
|
|
|
|
|
|
|
|
|
|
1-1,4 |
1-1,4 |
0,75-1,25 |
0,75-1,25 |
0,75-1,25 |
|
350 |
|
|
|
|
|
|
|
|
|
|
|
|
|
1-1,4 |
0,75-1,25 |
0,75-1,25 |
0,7-1,0 |
|
400 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,75-1,25 |
0,75-1,25 |
0,7-1,0 |
|
450 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,7-1,0 |
0,7-1,0 |
|
500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,7-1,0 |
s - wall thickness
When cutting two or more pipes at the same time, the wall thickness should be doubled to determine the tooth pitch according to the table.
It would seem that following the recommendations you can start working, but there are many different factors. It is better to contact specialists and they will pick up a band saw, develop a table of feed and speeds for your production.