Processing of hard-to-process materials

Many industries face such a problem as the processing of difficult-to-process materials. This problem carries a huge amount of losses for production, especially material ones. Let's try to figure out with you how to process difficult-to-process materials as efficiently as possible.
Cutting of materials with properties such as high hardness, strength, viscosity, corrosion resistance, heat resistance with low thermal conductivity is associated with great difficulties. In this regard, the development of new tool solutions remains an urgent task.
Tool companies are actively studying the processes accompanying the cutting of hard-to-process materials (TOM) to develop solutions aimed at ensuring a given quality, reducing the cost of manufactured parts, and also achieving the highest possible processing performance. And first of all it concerns tool alloys and materials, special geometry, construction of mandrels and holders. To understand whether developments are underway, it is enough to open a section dedicated to the review of alloys in the supplier's catalog. Large companies such as Kennametal, Pramet, Sandvik Coromant, Hoffmann Group, Walter, ISCAR, Mitsubishi Materials, Seco Tools, Korloy, Emuge-Franken, Komet, Ceratizit, Kyocera Cutting Tools and others will always offer something special for you. Of the domestic manufacturers, SKIF-M, Kirovgrad Plant of Hard Alloys, Research and Development and others are working in this direction. Unfortunately, it is much less common to find detailed instructions on the use of certain instrumental solutions in specific conditions. In this regard, it is worth highlighting Kennametal and Sandvik Coromant. The technical information section on the companies' website and the widely available download manuals on the application tell not only about the features of the company's products, but also about the processing method under consideration for a specific group of materials inas a whole.
Traditionally, the overview of the topic of volume cutting is based on the division by types of processing (turning, milling, hole processing, threading, etc.) and the features of various volumes. Back in 1974. Viktor Nikolaevich Poduraev in his manual on cutting TOM noted: "In the cutting process, a large number of closely related phenomena occur that form a complex physico-chemical processing mechanism. Therefore, it is of great importance to consider the features of cutting typical materials" [1]. And today tool companies structure information according to the same principle. You can find special sections on the processing of titanium or heat-resistant alloys. There is also a gradation of tool solutions by industry subgroup, for example, aviation, rocket, electronic and nuclear engineering, energy and chemical engineering (fig. 1).

Fig. 1. Kennametal solutions for the aviation industry
The development of tool solutions for TOM is focused on increasing the durability of the tool, increasing productivity, obtaining a consistently uniform quality of the treated surfaces, and also the use of the latest cutting technologies.
The economic factor is also taken into account — the high cost of blanks (for example, from stainless and heat-resistant materials), expensive and time-consuming production. One of the largest customers of research and development in the field of tool solutions for TOM is the aerospace industry. As a rule, referring to the offers of the tool market from foreign suppliers, you will receive recommendations on the use, and not a description of the essence of the development. In principle, the description of a particular solution will sound like "special alloy", "special geometry" and "special coating". To understand the issue in more detail, it is worth referring to open scientific publications on this topic.
The applied industries providing the military-industrial complex and the aerospace sector, despite the decline of scientific research in Russia [2], continue to develop. Many companies in the aerospace industry have joined together in clusters in order to ensure the relationship between industry, science and education.
Ultrafine hard alloys and their improvement [4]
The tool material itself plays a key role in ensuring such characteristics of the cutting tool as wear resistance, performance, operational reliability, etc. Special attention is paid today to the development of innovative tool materials. A review of trends in the improvement of hard alloy (the main material for the manufacture of tools) shows active research of alloys based on fine and ultrafine structures, as well as the use of wear-resistant coatings of the latest generation.
Ultrafine include hard alloys with grain sizes of about 0.3–0.5 microns (the first group onfig. 2) [5].
1 2 3 4 5 6 7
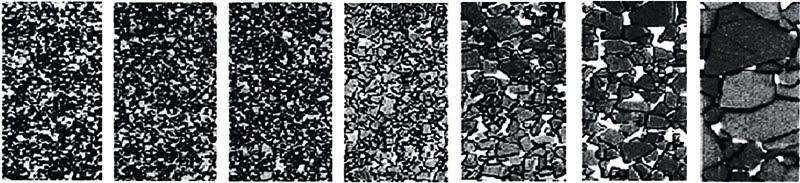
0.3–0.5microns 0.5–0.9microns 1.0–1.3microns 1.4–2.0microns 2.1–3.4microns 3.5–5.0 microns 5.0–7.9microns
Fig. 2. Classification of the structures of hard alloys: 1— ultra—small; 2— extra—small; 3— small; 4— medium; 5— medium-large; 6- large; 7- extra-large
This group has a higher structural uniformity, which increases the stability of physico-mechanical and cutting properties. The direct result of the grain size reduction is a significant improvement in the balance of the properties of hard alloys and, first of all, hardness and wear resistance while ensuring a sufficiently high bending strength of the alloy (viscosity). Alloys with ultra- and extra-shallow structure have increased resistance of the cutting edge of the tool to micro-brittle destruction (micro-staining), which is extremely important for intermittent cutting operations with pronounced alternating thermomechanical loads.
Another consequence of reducing the grain size is the possibility of obtaining an edge with a reduced angle of the cutting wedge and a rounding radius. As a result, cutting forces and temperatures in the contact zone are reduced. With a decrease in the grain size, the thermal conductivity of the hard alloy decreases and the amount of heat going into the chips increases. Currently, the share of tools equipped with plates made of ultra-fine-grained and extra-fine-grained hard alloys is up to 60% of the total production of carbide tools.
The use of carbide plates made of ultra-fine-grained and extra fine-grained hard alloys can significantly increase the efficiency of finishing processing operations, especially when using plates with improved geometry. A tool equipped with such plates allows you to effectively solve problems related to:
— improving chip crushing;
— reducing the thermal tension of the tool and reducing the intensity of its diffusion wear (high—speed processing);
— reducing the tendency to build -up;
- increasing the accuracy and quality of processing materials with low technological properties for machinability.
The above features of the tool equipped with ultra- and extra fine-grained hard alloys allow us to predict its use in those areas where increased tool wear resistance is required due to high cutting forces and temperatures. Also, as an advantage of these alloys, the possibility of their effective use as substrates in the application of coatings by vacuum arc deposition methods is noted (Fig. 3).
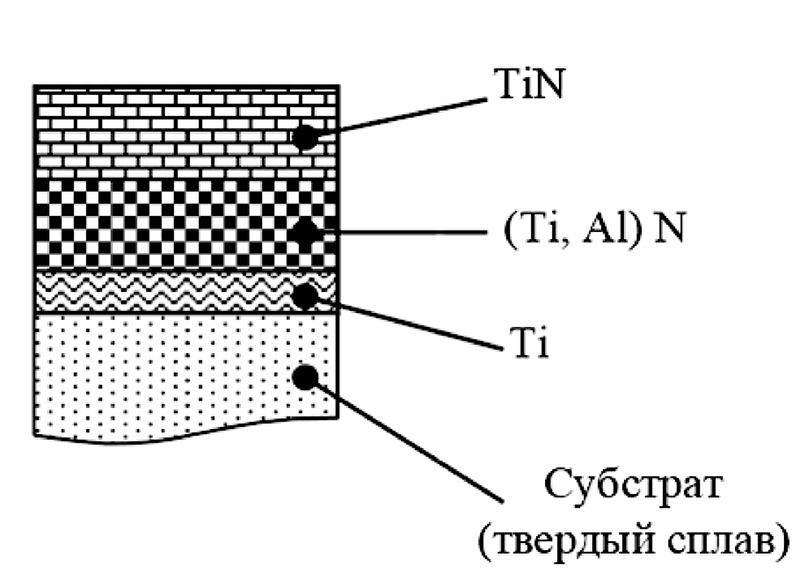
Fig. 3. Example of the coating architecture of a tool alloy
When cutting hard-to-process materials, especially heat-resistant nickel-based alloys, significant tool wear occurs as a result of the interaction of the cobalt bond of the hard alloy with the processed material under the influence of high temperatures developing in the cutting zone. Numerous works of domestic and foreign researchers devoted to improving the properties of hard alloys due to hardening (including alloying) of the ligament, which is the limiting element of the alloy, indicate its important role in the operability of the tool [6, 7]. Other requirements for bundles: good wettability of the carbide component, lack of ability to form stable carbides, sufficient plasticity must be maintained at the level of the cobalt bundle.
Studies on determining the optimal composition of a hard alloy bundle were conducted at VNIITS on single-carbide tungsten-cobalt hard alloys. It was found [6] that rhenium additives to iron group metals contribute to an increase in the softening temperature of hard alloys, consequently, an increase in their hardness and wear resistance at elevated temperatures, and also a decrease in adhesion with the heat-resistant material being processed. Rhenium, in addition to its high melting point and recrystallization, has a number of unique properties: high modulus of elasticity, strength and plastic properties close to cobalt. It is very important that it retains a high level of properties at elevated temperatures. Rhenium also meets a number of requirements for alloying additives: it does not form stable carbides, interacts with cobalt with the formation of a continuous series of solid solutions.
It has been found that the introduction of rhenium into a cobalt bond of WC-based alloys increases their oxidation resistance when heated in air to 950°C. The maximum oxidation resistance was observed in the VRK15 alloy, whose heat resistance was 2 times higher than that of the standard WC–Co alloy with an equivalent binder content.
As a result of the research conducted by VNIITS, the ratio Re was determined:Co in a hard alloy bundle to obtain in the end the optimal combination of the required properties of the hard alloy.
Wear-resistant coatings
The high temperature developing in the contact zone with the hard-to-work material causes softening of standard hard alloys and, as a consequence, a sharp decrease in tool durability and cutting speed. It is partially possible to improve the properties of the tool material by changing the structure of the alloy (uniformity of distribution of its components over the volume of the product, uniformity of WC grains included in its composition, size, shape, etc.). One of the possible means of solving this problem is the use of high-strength and heat-resistant bundles containing, in addition to cobalt, refractory metals that do not form stable carbides in the production of carbide-based hard alloys. Also, to improve the performance of the tool, it is used to apply a coating on its working surfaces with high wear and heat resistance, passive in relation to the processed material. Such a coating should help to reduce contact loads, favorable redistribution of heat flows and increase the resistance of the material to micro- and macro-destruction. The combination of a strong carbide base with a hard coating of titanium or aluminum compounds applied to it can significantly improve the performance of the composite.
A special role in research is played by a multifunctional coating. The complex "hard alloy with heat-resistant bond + coating" shows significant results in its characteristics. The application of wear-resistant coatings allows you to multiply the durability of the cutting carbide tool, increase the purity of the surface to be treated, increase the cutting speed, etc .
The main directions of improvement of the tool with coating:
• development of multilayer composite coatings that best meet the concept of coating as an intermediate technological medium between processed and tool materials (fig. 4);
• improvement of coating technology with the aim of reducing coating defects;
• research of new compositions of coatings with low physical and chemical activity in relation to the processed material;
• increasing the rigidity and heat resistance of the tool matrix by creating an intermediate thermostable layer between the coating and the tool material;
• improvement of the coating structure;
• finding the optimal rounding radii of the cutting edges of the working tool and surface preparation before coating.

Fig. 4. Example of layered composite ceramics architecture:
1— nanodisperse multilayer composite coating; 2— ceramic layer; 3- carbide substrate
The tool material with a wear-resistant coating is a composite type material, which optimally combines the properties of the surface layer (high values of hardness, heat resistance, passivity in relation to the processed material, etc.) and the properties manifested inthe volume of the tool body (strength, toughness, crack resistance, etc.). The crystal chemical, physico-mechanical and thermophysical properties of coatings on the working surfaces of the cutting tool may differ greatly from the corresponding indicators of the tool and processed materials. Therefore, the coating can noticeably improve the properties of the tool material from the point of view of increasing its resistance to micro- and macro-destruction. On the other hand, the coating can contribute to reducing contact loads, reducing the power of heat sources and a favorable redistribution of heat flows, thereby reducing the thermomechanical tension of the cutting part of the tool. Thus, the coating can be considered as a kind of intermediate technological medium between the contacting surfaces of the tool and the processed materials with a unique ability to simultaneously increase the resistance of the contact pads of the tool to destruction and reduce the thermomechanical load leading to such destruction.
The durability of plates with a wear-resistant coating is higher than the durability of not only the base material, but also of more wear-resistant alloys of neighboring application groups. This has allowed us to significantly expand the scope of application of alloys with coatings due to their versatility. It is advisable to operate a tool with a coating at speeds exceeding the cutting speed of a conventional tool by 30-60%. Such speeds correspond to the optimal economical cutting speed, which reduces the intensity of wear and the cost of cutting.
Carbides, nitrides, carbonitrides of titanium and aluminum oxide have become the most widespread in the quality of coatings on hard alloys. Carbide and titanium nitride coatings are basic in the production of hard alloys with wear-resistant coatings, since they are always included in the composition of multilayer coatings, and, as a rule, are a layer directly adjacent to the carbide base, and play an important role innbsp;increasing the durability of the tool. In the process of deposition of titanium carbide coatings, a transition layer is formed, the coating is the base, and major changes also occur in the structure and properties of the near—surface region of hard alloys.
As a substrate for the application of wear-resistant coatings, special hard alloys have been developed that allow, in combination with the gas-phase deposition technology itself, to regulate the processes of nucleation and growth of coatings, that is, to regulate their structure.
One of the ways to increase the overall thickness of the coating is its multilayering (sequentially arranged layers of TiC, TiCN of variable composition and TiN with the use of ceramic interlayers A1203 in some cases) while maintaining a relatively fine-grained structure, and due to this andachieving a greater effect of increasing the durability of the tool. Due to the deposition of carbonitrides, and then titanium nitride, it is possible to significantly suppress the formation of a coarse-grained coating structure. In addition, TiCN and TiN have reduced adhesion in relation to processed iron-based materials, and also high hardness and scale resistance. Currently, in the world practice of cutting tool production, compositions of wear-resistant coatings based on the composite-multilayer principle are being developed. According to this principle, the coating contains several intermediate layers, each of which has a functional purpose.
The layer directly adjacent to the tool material should provide a strong connection of the coating with the working surfaces of the tool. Therefore, the crystal chemical structure of this layer and the tool material should be identical. At the same time, at operating temperatures, no decarbonizing phases should form at their boundaries. It is also necessary to ensure a minimum difference in the thermal and physico-mechanical properties of the coating materials and the tool, because Otherwise, under operational thermomechanical loads, the voltage concentration will lead to the destruction of the coating at the interface of the coating— tool material.
An equally important role is played by the layer directly in contact with the processed material. When choosing the material properties of this layer, it is necessary that the crystal chemical structure differs as much as possible from the corresponding structure of the processed material.
The purpose of the layers located between those listed above is to ensure the adhesive bond of these layers. In addition, these intermediate layers may have barrier functions, i.e., for example, increase or decrease the thermodynamic stability of the coating or its thermal conductivity.
A strong change in the surface properties of the tool material and the possibility of their variation within a fairly wide range by using coatings of various compositions, structures and structures allow you to control the most important functional parameters of the cutting process. Such parameters include the characteristics of chip formation, contact and thermal processes, wear of the contact pads of the tool. Finally, a directional change in the main indicators of the cutting process allows you to significantly influence such important parameters as tool life, productivity, accuracy and quality indicators of finished parts.
Other ways to improve efficiency
The intensive wear of the carbide tool during the cutting of workpieces made of hard-to-process heat-resistant alloys is largely determined by the thermal softening of the cobalt bond and the "breaking out" of carbide grains from the hard alloy (adhesive wear). Improving the performance of blade cutting tools made of standard hard alloys with a cobalt bond, even when applying wear-resistant coatings of the latest generation multilayer composite type, is in some cases insufficiently effective due to the increased tendency of such alloys to loss of shape stability at cutting temperatures, which is one of thethe main reasons for the intensive destruction of relatively fragile coatings.
One of the optimal solutions to the problem of improving the performance of a carbide tool with a coating during volume cutting is the use of high-strength and heat-resistant bundles containing, in addition to cobalt, refractory metals that do not form stable carbides. Another means of improving the performance of a carbide tool is the use of nanostructured multilayer composite coatings with a balanced combination of hardness and wear resistance in combination with sufficient strength that prevents thermoplastic deformation of the cutting wedge of the tool. Nanostructured coatings, in addition, provide a reduction in contact thermomechanical stresses, contribute to a more favorable redistribution of heat flows and increase the resistance to destruction of the coating even with significant deformations of the carbide substrate [9].
Thus, the development of a hard alloy with a coating that has increased efficiency when cutting volumes, and the introduction of a tool of improved quality in various industries allows you to reduce the costs of its operation and reduce the cost of production of a unit of final products by increasing productivity. labor.
Literature
1. Poduraev V. N. Cutting of hard-to-process materials. Moscow: Higher School, 1974.
2. Russian science on the brink of survival, Ref news. 29 Feb. 2016 (http://www.refnews.ru/read/article/1380939)
3. Barysheva E. N. Research of directions of development of competitiveness of aerospace clusters // Bulletin of Samara State University. The series "Economics and Management". No.9/2 (131). pp.251-261.
4. Anikeev A. I. Ultradisperse hard alloys as a tool material for milling hard-to-process materials / A. I. Anikeev, A. A. Vereshchaka, A. S. Vereshchaka, Yu. I. Bublikov // Izvestia of higher educational institutions. Volga region. Technical sciences. 2015. No.3 (35). pp.152-162.
5. Kennametal catalogues