Turning tool selection
To process parts on a lathe, it is necessary to choose the right tooling. There are different types of turning cutters, with which the master removes a layer of material from a rotating workpiece. Depending on the type of tool used, different operations are performed with respect to the surface to be treated.
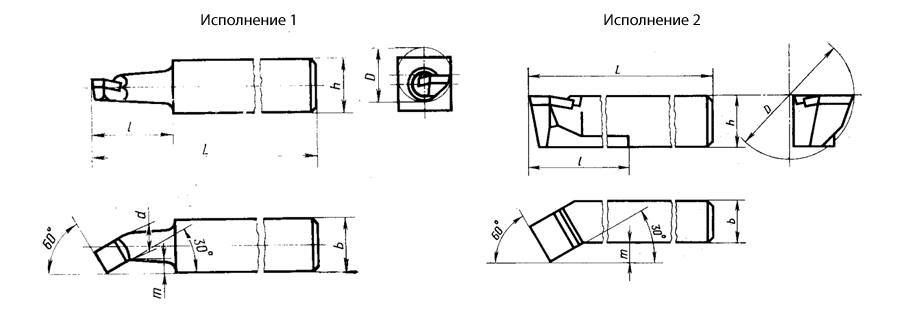
Turning tool design
Different types of cutters for a lathe differ in shape, the presence of additional blades, teeth. However, the overall design remains unchanged. The snap-in consists of two main elements:
- The rod is the second name of the "holder". A snap-in element that is fixed in the equipment.
- The working part. The sharpened element of the cutter, which is in contact with the workpiece. Depending on the design features, the plate in contact with the workpiece may consist of many cutting edges, working planes.
When working with tooling for turning equipment, we must not forget about the importance of the sharpening angles of the working part. There are three corners in total, the change of which will affect the result.
Cutter geometry
There are various types of cutters that differ in size, the shape of the holder and the number of planes on the working head. For example, the rod for fixing the snap-in can be round, rectangular, square. The working element of the device is a set of surfaces

— Incisors are divided into right-sided and left-sided. The difference lies in how the cutting edge is positioned relative to the holding part.

Classification of turning tools
There are state standards that describe the classification of turning tools. One of the classifications is the separation by type of metal surface treatment:
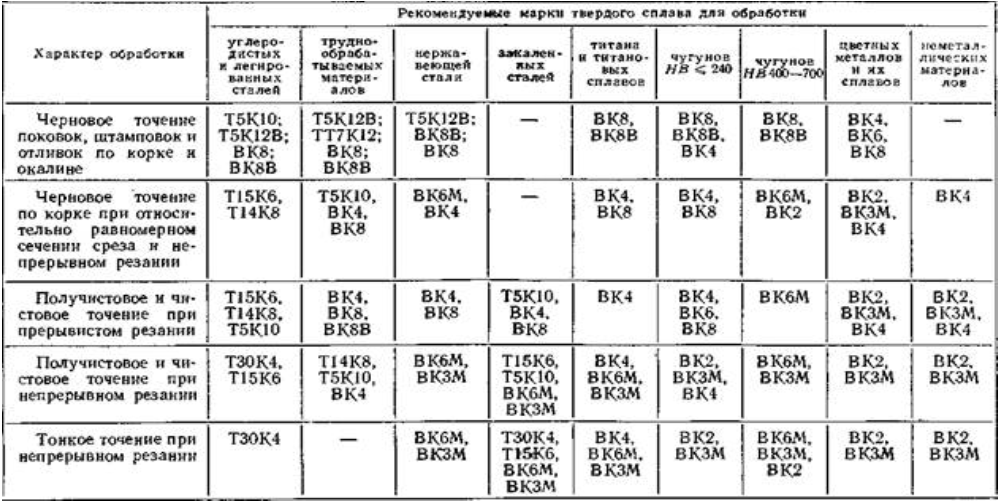
There is a division according to the type of material from which the working part of the tooling is made. A separate classification concerns the integrity of the tooling design:
- Solid fixtures. They are accessories for lathes made of alloy steel. Rarely there are models made of tool steel.
- Devices with additional plates. They are made at the factory from different types of hard metals, alloys.
- Models with removable plates. They are fixed on the holder with screws. Rarely used during serial processing of metal parts.
The main classification is the division of devices into separate types according to shape and design. We need to talk about them separately.
Straight through cutters
They are used for external processing of steel workpieces.
")
The cutter is a pass-through lathe with a part fixed in a square-section support. It is used when performing special piece operations.
Bent through incisors
A special snap in which the working part is bent to the left or right side. They are used for facing parts. With their help, it is convenient to remove chamfers.
")
Thrust through cutters
Adaptations come with a straight and bent working element. Designed to work with cylindrical parts. The shape plus the correct sharpening allows you to quickly remove most of the excess from the working surface of the workpiece.
")
Bent undercut cutters
They are a snap-in similar to a walk-through. However, there is a difference in the shape of the cutting edge. It is triangular, which allows you to do better processing.
")
Cutting tools
Popular devices that are used when cutting metal workpieces. An angle of 90 degrees is formed at the place of the cut. It is used to create grooves, recesses on parts. The cutting equipment is a holder with a fixed plate made of a hard metal alloy.
")
Threading cutters for external thread
These devices are used when it is necessary to make a thread outside of metal workpieces. The tool consists of a holding part with spear-shaped plates attached to it.
")
Threading cutters for internal thread
The devices are used for threading in drilled holes. The device consists of a square-section retaining element. Its size depends on the depth to which the thread can be cut. In order to use threading devices, a guitar must be installed on industrial equipment.
")
Boring cutters for blind holes
Boring tools are equipped with a working part bent sideways. A cutting triangular plate is soldered on top. The size of the hole to be bored depends on how much the length of the part fixed in the caliper changes.
")
Boring cutters for through holes
This is a snap-in for industrial equipment. It is used for boring holes created by drilling. The depth of hole processing depends on the length of the part fixed in the caliper. The element with the cutting edge has a bent head. The thickness of the material that the cutting edge removes is almost equal to the bend. The maximum length of the holding part is 300 mm.
Prefabricated cutters
Perform various technological operations. The design allows you to fix different carbide plates on the holder. The presence of several working elements allows you to increase the versatility of the device. The cutters, which are assembled from different plates, are fixed in the spindles of the equipment controlled by the CNC system. Holes are processed with prefabricated devices, contours are made, grooves are selected.


Rules for sharpening metal cutters for a lathe
Sharpening of turning tools is a responsible procedure. When carrying it out, it is necessary to take into account the features of the equipment, the material. Sharpening of the working tool is carried out in three stages:
- The rear part is cut off at an angle that is identical to the rear corner of the retaining element of the device.
- Next, they work with the back of the working head.
- The final stage is the adjustment of the angle to the desired position.
There are three ways to perform sharpening:
- Using an abrasive-coated circle
- Covering the surface to be sharpened with chemical agents.
- Using specialized equipment.
In order not to spoil the cutting element of the device, to make it more durable, you need to consider a number of rules:
- Do not try to sharpen the edge with a sharpening bar. It is extremely difficult to make the right angle with hand tools. The heating that occurs during friction worsens the characteristics of the working head of the tooling.
- It is preferable to sharpen the cutting edge using a cooling system.
- Before you start sharpening with an abrasive wheel, you need to check it. It should be smooth, without chips, cracks. During torsion, the disc should not deviate to the sides. This can cause equipment failure, damage to the cutting edge.
- It is forbidden to hold the cutter in the air. To do this, you need to use a special emphasis. It is installed at a distance of 5 mm from the abrasive wheel.
- In order to avoid overheating of the material during the rotation of the circle, it is impossible to press the snap-in to the abrasive. Efforts should be minimal.
- When working, you need to use safety glasses to protect your eyes from metal shavings.
- It is impossible to sharpen disposable models made in the form of plates.
- The best option when choosing the type of abrasive that the grinding wheel is covered with is carborundum. It is an abrasive crumb of green color. This material is suitable for sharpening carbide cutting plates. Carbon steels need to be sharpened with corundum circles.
- It is impossible to quickly cool the cutter after sharpening. This will lead to a violation of the integrity of the metal.
- Periodically change the grindstones.
We must not forget about the fine-tuning of the equipment. This technological operation allows you to get rid of chips, microcracks, irregularities on the blade. To carry out the fine-tuning, special equipment is used, on which diamond-coated circles are fixed. The cutter is clamped in a vice that moves to the grinding wheel with a handle. Using the flywheel, the cutting edge is brought to the finish state.
Turning tools are necessary for industrial equipment. The type of tooling depends on what result will be obtained, what technological operations will be available. Since cutting tools become blunt quickly, we must not forget about sharpening. An incorrectly processed cutting edge will lead to a defective surface of the processed material.
The article is based on the information: https://metalloy.ru/obrabotka/rezka/vidy-tokarnyh-reztsov