Types of metal drills
This article describes the main types of metal-cutting drills, their main characteristics and differences. What kind of drills are there? Let's figure it out together.
Drill bit is a cutting tool designed for drilling holes in various materials. Drills can also be used for reaming, that is, increasing the already existing, pre-drilled holes, and drilling, that is, getting through the recesses.
The main cutting movement during drilling is rotation with a certain speed of the drill relative to its axis, the auxiliary cutting movement is the feeding of the drill in the axial direction.

How to choose the right drill bit?
For the correct selection of a drill for a certain operation, the following factors must be taken into account:
1. Model of the machine.
2. The condition of the machine and auxiliary equipment (rigidity of the SPEED system, power, torque, maximum RPM and feed, maximum runout, coolant supply).
3. Partiality of blanks (single, serial, mass).
4. The material of the workpiece (steel, stainless steel, titanium, plastic, non-ferrous alloy, etc.).
5. The method of obtaining the workpiece (casting, rolling, stamping, cutting)
6. Accuracy of the resulting hole (tolerance, roughness, straightness, roundness, etc.).
7. The depth of the hole to be processed.
8. Technical requirements for the workpiece (heat treatment, coating, hardening of the surface layer, etc.).
9. The design and manufacturability of the part (thin-walled, intersecting holes, surfaces of the entrance and exit of the drill from the hole, etc.).
Types of drills

fig. 2 – solid carbide drills
This type of drill is mainly made of high-speed steels, as well as hard alloy. Drills made of monolithic hard alloy are characterized by high manufacturing accuracy, minimal runout and the ability to obtain holes of 8.9 accuracy class, with roughness up to 1.6 Ra (6th purity class) microns, without additional countersinking operation and hole deployment.
There are also modern drills produced by the method of powder metallurgy from high-speed steel with the addition of alloying elements (cobalt, molybdenum), these drills have high wear resistance, accuracy and work much better on bending than carbide drills.
The design of the drills can be either with an internal coolant supply to the cutting zone, or with an external one. These drills allow overfilling, and also have various wear-resistant coatings by the CVD or PVD method. They have a different length of the shank, the length of the cutting part. Monolithic drills are made with a cylindrical shank, as well as with a shank with a bald patch (type WELDON) to prevent the drill from turning in the collet chuck. Monolithic drills have high rigidity and are able to work with large feeds without compromising the quality and durability of the drill.
The main structural elements of a spiral drill

fig. 3 – drill design elements
-
Double angle in the plan or angle at the top of the drill;
-
Diameter of the cutting part of the drill;
-
Total drill length;
-
Length of the chip groove of the drill;
-
Drill Shank Length;
-
The length of the cutting part of the drill or the maximum drilling depth;
-
Transverse edge
-
Shank diameter;
Note: The cutting part of the drill has a small reverse cone to eliminate the possibility of chip jamming and chip re-cutting.
Monolithic spiral drills have different shanks

fig. 4 – types of drill shanks
Drills are distinguished by cutting depth:
-
Short drills (short series) up to 5D;
-
Drills of medium length (medium series) up to 10D;
-
Drills long (long series) up to 15D;
-
Elongated drills (elongated series) up to 30D;

fig. 5 – drill bit with soldered carbide plate
Drills with a soldered plate provide increased wear resistance when processing hard-to-process materials, as well as the economic feasibility of using them for processing large-diameter holes, since their cost is significantly lower than carbide or drills with SMP.
3) drills with replaceable plates

fig. 6 – drills with SMP (modular, feather)
Drills with SMP are used for processing holes in parts of mass and serial production, they are characterized by rapid plate change, which greatly facilitates the work of the operator-adjuster of the machine, due to the fact that the drill does not need to be re-sharpened and re-tied. They are also used for processing blind holes with a flat bottom, holes with low accuracy requirements.
Types of drills with replaceable plates:
a) with several carbide plates (peripheral and central) – fig. 7

fig. 7 – drills with SMP
Drills with replaceable polyhedral plates are used for processing medium and large diameter holes of small depth. They are also suitable for plunger processing and some turning operations (but not all types of drills): trimming the end face, boring holes, grinding the outer surface. Drills are considered not very productive due to the inability to use a large feed to the tooth when drilling, due to insufficient rigidity of the drill. Capable of processing shallow holes with a depth of up to 5D drills.
b) with one plate (feather drills) – fig. 8
fig. 8 – feather drills with a replaceable plate made of hard alloy or HSS

This type of drill is a modern analogue of spiral solid drills, they have advantages over spiral:
1. One drill body for different drilling diameters.
2. Does not require re-drilling (saving machine time, human resources, consumables for the grinding machine and electricity and the salary of the sharpener).
3. A large selection of alloys, geometries and wear-resistant coatings for various materials.
4. Have different types of shanks (WELDON or MORSE Cone), possibly fixed on different machines.
These drills are capable of drilling holes up to a depth of 32D drills, but it is necessary:
-
drill a pilot hole up to a depth of 1-2D drill of the same diameter.
-
the angle at the top of the centering drill should be equal to or slightly greater than the long drill.
-
drilling should be carried out at a reduced feed and speed for the least withdrawal of the drill.
-
increased coolant pressure must be applied through the tool, for the best evacuation of chips from the cutting zone, otherwise it is necessary to drill with a rebound.
It is not recommended to use a hard alloy at depths greater than 7 diameters. The fact is that at large drilling depths, increased loads on the cutting edge and vibrations inevitably occur. The hard alloy, due to its greater brittleness compared to HSS, may not withstand these loads and there is a risk of discoloration of the plate or its breakage.
c) modular drills with a replaceable plate made of hard alloy or HSS

fig. 9 – modular drill bit with replaceable head made of hard alloy
Modular drills have a replaceable carbide head, which changes with wear, also have a good coolant supply through the tool directly into the cutting zone and special grooves for chip evacuation from the cutting zone and heat removal from the tool and workpiece. According to their configuration, these drills can be compared with solid drills, they are capable of processing holes of 9-10 accuracy class and with good surface roughness (Ra 3.2-6.3 microns). Drills work with almost the same feedings per tooth as monolithic drills, are characterized by high productivity, and also do not require overfilling, which significantly reduces the time to change the tool. These drills are not capable of drilling into inclined and uneven surfaces.
The maximum depth of data processing for drills is up to 8D drills.
4) Drills for deep drilling
Deep hole processing up to 100D can be carried out with several tools:
a) Ejector drill bit
This type of drilling is most preferred when drilling holes on machines with a horizontal spindle layout (lathes and machining centers).
The ejector drill consists of:
-
cutting head
-
outer rod
-
inner rod
-
cartridge
-
tsanga
-
sealing sleeve;

fig. 10 – ejector drilling system
Ejector drilling is the most modern technology for processing deep holes.
The chips are removed through the hole of the rod and therefore there are no chip grooves on the drill, which allows increasing the rigidity of the tool.
Ejector drilling is recommended to use:
-
when processing materials with good machinability by cutting;
-
machines with horizontal spindle layout (lathes)
-
for large-scale and mass production;
The accuracy of the hole during ejector drilling reaches grade 9-10 and the purity of the treated surface is 2-3 Ra microns.
b) Cannon drill
Drilling with cannon drills is an outdated method of processing deep holes. The chips are removed through a V-shaped groove on the drill, so the cross-sectional area of the drill is reduced and this affects the rigidity of the tool.

fig. 11 – drilling with a cannon drill
The accuracy of the hole when drilling with cannon drills reaches grade 9 and the purity of the treated surface is 0.1-3.2 Ra microns.
Drilling with cannon drills is recommended:
-
Processing of small diameter holes;
-
If there is a difficulty in the formation of chips
-
Processing centers with high coolant supply;
-
CNC lathes with high coolant supply;
Other types of drills according to the Russian standard

fig. 12 - Spiral drills made of high-speed steel with a cylindrical shank according to GOST:
4010-77 – short series
10902-77 – medium series
886-77 – long series
12122-77 – long series with short shank
8034-76 – small-size series

fig. 13 - Spiral drills made of high-speed steel with a MORSE cone according to GOST:
10903-77 – normal series
2092-77 – extended series
12121-77 – long series
Spiral drills made of high-speed steel for hard-to-work materials according to GOST:
20697-75 – with conical shank medium series
20696-75 – with conical shank short series
20695-75 – with cylindrical shank medium series
Spiral drills made of high-speed steel for processing light alloys according to GOST:
19543-74 – with cylindrical shank medium series
19544-74 – with cylindrical shank long series
19545-74 – with cylindrical shank left drill bits
19546-74 – with conical shank
19547-74 – with a conical shank elongated
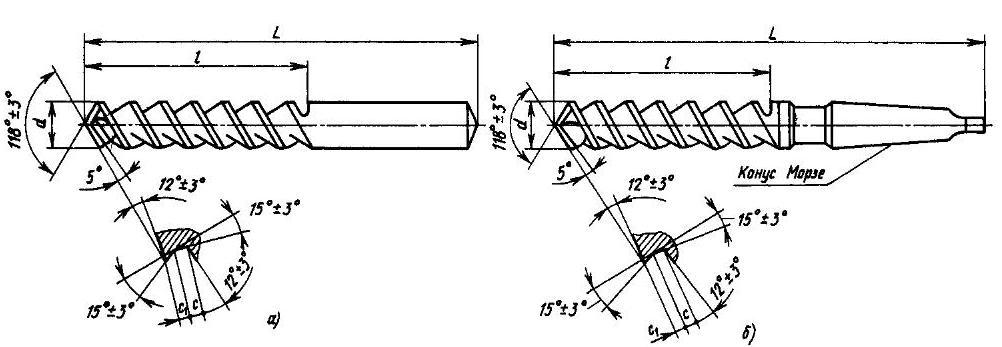
fig. 14 - Screw drills according to TU:
2-035-948-84 – with cylindrical shank
2-035-426-75 – with a conical shank

fig. 15 - Spiral conical drills with a taper of 1:50 according to GOST:
18201-72 – with cylindrical shank
18202-72 – with a conical shank
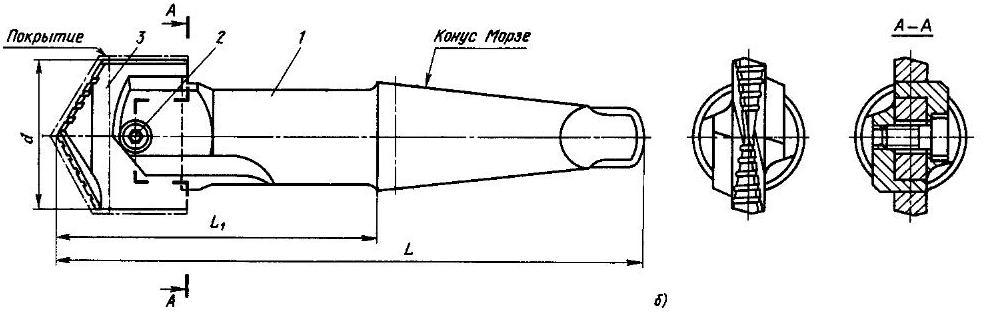
fig. 16 - Pre-assembled feather drills:
GOST 25524-82 – with cylindrical shank
TU 2-035-741-81 – with a conical shank

fig. 17 - Centering drills combined according to GOST 14952-75
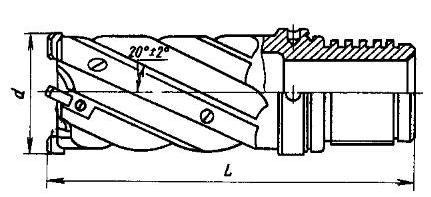
fig. 18 - Ring drills with plug-in knives made of high-speed steel according to TU 2-035-524-76
Carbide drills according to GOST:
22735-77 – spiral with cylindrical shank
17273-71 – spiral shortened
17274-71 – spiral short
17275-71 – spiral medium series
20694-75 – spiral for hard-to-work materials short series with cyl. xb.
22736-77 – spiral for hard-to-work materials with a conical shank

fig. 19 - Spiral for drilling holes in printed circuit boards according to GOST:
22093-76 – short series
22094-76 – long series
Spiral for processing thermosetting plastics according to GOST:
21418-75 – with cylindrical shank
21419-75 – with conical shank
21420-75 – perovye with a cylindrical shank
Materials used Kennametal andhttp://www.mirprom.ru /