Drills with replaceable plates
Drilling is one of the most common metalworking operations. However, outdated tools are most often used here. A lot of time is lost when using spiral drills made of high-speed steel with outdated geometry, which reduces the productivity and efficiency of processing. And saving time is the main way to increase processing efficiency. In this case a drill with replaceable plates should be considered as the first choice, allowing not only to save time but also to reduce the cost of the hole and the range of tools.

The basis of the drill is a housing having precise landing surfaces under the plates and directly carbide plates, which are fixed in the housing by screws. The plates have their own characteristics (the geometry of the front surface of the plate, the grade of the hard alloy, the design of the plate itself), thanks to which it is possible to achieve high productivity and stability of the tool when processing various materials and operating the tool in any conditions.
The advantages of this type of drill can be safely attributed to:
1) Large diameter range (about 12-83 mm).

2) Versatility of the tool (drilling, boring, plunger drilling, chamfering and cone holes, etc.).

3) Availability of different types of enclosures (from standard to multi-stage).
4) Application for all types of material (the ability to choose the alloy, coating and geometry of the replacement plate depending on the material of the workpiece).
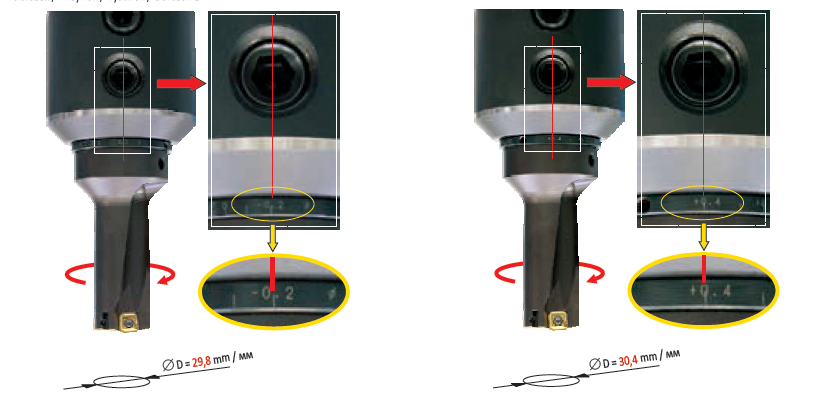
5) Forming a hole with a larger diameter than a drill using an adjustable chuck (radial displacement -0.2 /+0.7 mm) and an eccentric sleeve (radial displacement -0.1/+0.3 mm).
6) Availability of various connection options (allows you to fix drills on machines of almost all configurations).

7) The most economical choice for drilling holes (no need to adjust and adjust the tool after changing plates, quick replacement, the presence of several cutting edges on one plate).
8) Practically flat bottom of the treated hole.
9) Great opportunities when cutting into a non-planar surface in comparison with solid carbide drills and drills with replaceable heads.
Convex surface - there is usually no need to reduce the feed (for other types of drills, drilling is possible if the radius of the surface is 4 times the radius of the drill and the axis of the hole is perpendicular to the surface).
Concave surface - reduce the feed to 1/3 of the recommended value (for other types of drills, drilling is possible if the radius of the surface is 15 times larger than the radius of the drill and the axis of the hole is perpendicular to the surface).
Inclined surface — at a slope from 2° to 89°, reduce the feed to 1/3 of the recommended value (for other types of drills, drilling is not recommended if the slope is more than 10°)..
Curved surface - reduce the feed to 1/3 of the recommended value.
Uneven surface — reduce the feed to 1/3 of the recommended value.
Drilling — the hole is not more than 25% of the drilling diameter, the feed should be reduced (for other types of drills, this operation is not recommended due to the risk of chipping the cutting edge and problems with chip breaking)
Intersection of holes - reduce the feed to 1/3 of the recommended value (for other types of drills, this operation is not recommended due to the risk of chipping the cutting edge).
This type of drill has a number of limitations:
1) Drilling depth is limited to the 2D – 5D range.
2) The achievable value of the tolerance field is not higher than IT9.

3) The size of the hole may be affected by a change in the geometry of one of the plates as a result of wear.
General recommendations when working:
Use a drill bit of the minimum possible length. Check the programmed length.
Start drilling from the average recommended feed and cutting speed values.
Check the chip formation and measure the hole diameter. Chip formation of a drill with replaceable plates is corrected by changing the geometry of the plate and debugging cutting modes. Use the plate geometry according to the material to be processed and the cutting conditions.
Internal coolant supply is always preferable, especially when processing materials that form long chips during cutting and when drilling deep holes.
To obtain an accurate hole, it is necessary to ensure the alignment of the axes of rotation of the drill and the spindle. The machine spindle and tooling must be in good condition.
At the exit of the drill with replaceable polyhedral plates, a disk can form from the workpiece, which in turn can fly out at high speed. In this regard, protection devices must be installed on the machine for the safe operation of the operator.
When drilling with a non-rotating tool, it is not the drill that rotates, but the workpiece being processed. When using this method, it is extremely important that the drill is coaxially aligned with the axis of the machine spindle. A drill bit with replaceable plates forms a small central rod that can be seen at the bottom of the hole or disc. The size of the rod must be in the range from 0.05 to 0.15 mm, otherwise there may be cracks on the cutting edge, vibration, holes of increased size and wear on the drill body. The dimensions of the rod may vary depending on the different positions of the drill.

As we can see, this tool is as versatile as possible, has many advantages and is practically devoid of disadvantages. Drills with replaceable plates are used where speed and profitability are of paramount importance.
Below is a table with ways to solve problems that arise when using drills with mechanical plate fastening.

And a little video on the topic:
When creating the article, the following were used:
1) High-performance metal cutting. Textbook SANDVIK COROMANT 2003 Vinogradov D. V.
2) Technical manuals and catalogs Dormer Pramet, Sandvik Coromant, Tungaloy.