Coolant in the processing of materials
 Recall that in the process of metalworking, there is always a strong friction of the workpiece against the tool. This is especially important for lathes, where the cutter is very hot.Intense friction also causes premature wear of the tool for cold plastic deformation, especially for operations such as high-speed multi-position disembarkation or cold extrusion. In all these cases, it is necessary to use special lubricants and coolants.
Recall that in the process of metalworking, there is always a strong friction of the workpiece against the tool. This is especially important for lathes, where the cutter is very hot.Intense friction also causes premature wear of the tool for cold plastic deformation, especially for operations such as high-speed multi-position disembarkation or cold extrusion. In all these cases, it is necessary to use special lubricants and coolants.
Brands of the most common formulations for machining
The following types are produced for lathes:
-
Emulsifiers, which are diluted conventional mineral oils (for example, I-12, I-20) Oil-based emulsifiers are produced according to the technical requirements of GOST 6243-75;
-
Emulsifiers that contain metallic soaps of synthetic fatty acids. Manufactured according to GOST R 52128-2003;
-
Synthetic compositions based on high-atomic alcohols, tallow oils, triethanolamine. They are manufactured according to GOST 38.01445-88, and are intended for lathes that perform machining of high-speed, stainless, alloy steels. Their use in the spent form is not allowed;
-
Sulfofresols (GOST 122-94) are mixtures of highly purified oil and sulfur–containing compounds. Effectively reduce friction, do not have corrosive properties, because they do not contain water, acids, alkalis.
-
A common property that synthetic coolant for lathes should have is reduced viscosity. Here, the main components of the coolant are easily distributed over the complex surface of the tool, cool it well, and do not allow the chips to stick to the cutter. On average, the considered indicator for machining processes does not exceed 35 — 40 cSt.
The lubricating effect is understood as the ability of coolant to form strong films on the contact surfaces of the tool, on the chips and on the treated surfaces of the workpiece, completely or partially preventing contact of the front surface with the chips and the rear surfaces with the cutting surface. The lubricating effect of liquids increases with an increase in the penetrating power of the substances included in its composition and the activity with which these substances interact with the freshly formed surfaces of the part, chips and tools.
The cooling effect of the coolant consists mainly in the extraction of heat from the heated contact surfaces of the tool and the surfaces of the workpiece due to convective heat exchange. The heat exchange between the heated surfaces and the coolant depends on the conditions of evaporation of the liquid, the thermophysical properties of the contacting bodies, the wetting abilities of the coolant, the speed of its relative motion.
The washing effect of coolant is understood as the ability of liquids to remove wear products from the cutting surface and the contact surfaces of the tool. The washing capacity of the coolant improves with a decrease in the surface tension of the liquid.
In addition to lubricating, cooling and washing properties, lubricating and cooling liquids should have stability, not have an unpleasant odor, be little prone to foaming, and not cause corrosion of the machine, parts and tools.
All currently used coolant can be divided into water-based (water liquids) and oil (oil liquids). The first group includes aqueous solutions of electrolytes and surfactants, oil emulsions and additives; these liquids have increased cooling and reduced lubricating properties. The second group includes vegetable oils, mineral oils, pure and with additives; these liquids have reduced cooling and increased lubricating properties [4].
When choosing the composition of coolant for machining, it is necessary to take into account the following. High contact pressures occur on the contacting surfaces of the workpiece and the tool being processed. The contact pressure is maximum in close proximity to the main cutting edge (up to 60...70 GPa). This pressure prevents access to the core of the coolant and efficient cooling. The problem of increasing efficiency is solved by supplying coolant in an optimal way to the cutting zone and a reasonable choice of a rational coolant formulation. The main ways to improve the cooling effect of coolant are as follows [43]:
-
the use of liquids with high thermal conductivity, heat capacity and density in the composition of coolant;
-
application of components with low kinematic viscosity;
-
an increase in the coolant flow rate relative to the cooled objects;
-
reduction of the hydraulic equivalent diameter of the cooled object.
The first two points mainly depend on the composition of the coolant, which must also meet other requirements: corrosion prevention, durability, stability, etc.
The listed requirements relate to the functional and operational properties of the coolant, however, for a specific technological process, the main requirements are: increasing the durability of the tool and improving the quality of the machined parts.
The use of coolant during cutting reduces the cutting force, improves the quality of the treated surface and in most cases increases the durability of the tool.
In the processing of corrosion-resistant steels, adhesive fatigue wear dominates in most cases. To suppress it, coolant with high lubricating properties is used. Due to the lower reactivity of corrosion-resistant steels, higher results in their processing are shown by COOLANT with a high concentration of extreme pressure and anti-wear additives.
Milling of corrosion-resistant steels with end, disc, cylindrical cutters is advisable to carry out with the use of emulsion and semi-synthetic coolant. The more ductile the steel, the greater the influence of coolant on the milling process. And, conversely, when milling low-plastic, thermally hardened steels (09X16NCHB, 40X13), the composition of coolant slightly affects the durability of the tool. When milling viscous steels, coolant with high lubricating properties (Aquol-6) is more effective.
When milling without the use of coolant, the chips are welded to the carbide teeth, followed by the separation of large particles of the tool's hard alloy together with the chips. The use of coolant prevents this process, increasing the durability and operability of the tool.
When processing parts made of titanium alloys, chip shrinkage is small and under certain conditions, not shrinkage, but chip elongation occurs. This phenomenon is called "negative chip shrinkage", is associated with low ductility of the material and leads to high temperatures and contact pressures, and, consequently, to adhesive wear.
To increase the durability of the tool when processing titanium alloys, it is necessary to reduce the adhesive forces, which is possible in two ways: either to reduce the temperature by slowing down the cutting speed, or by using coolant. When processing titanium alloys, coolant is used: EGT, Aquol - 2, 6, YUM, 11, Ukrinol-1 and others.
When processing stainless steels, the type of coolant used significantly affects tool wear.
How to choose coolant for milling?
The coolant requirements for milling machines depend on the cutting mode, the material of the tool and the workpiece. For example:
-
when using cutters with carbide plates, they must combine high lubricating and low cooling properties (milling is an intermittent process, therefore intensive cooling of the cutting zone leads to the formation of thermal cracks on the cutting edges of the tool due to sudden temperature changes);;
-
when processing parts made of aluminum and stainless steel, it is necessary to use coolant with extreme pressure additives to improve the quality of surface treatment.
Features of the choice of coolant for grinding machines
Increased requirements for fire safety, foam and fog formation, and the content of substances hazardous to the health of personnel are imposed on the coolant for grinding metals.
During grinding, a large amount of fine chips and abrasive dust is formed in the working area, which leads to the formation of scratches on the treated surfaces. Therefore, to ensure the high quality of the parts, it is necessary to choose a coolant with improved cleaning properties.
drilling fluid
When choosing a coolant for a drilling machine, it is necessary to take into account the depth of the holes: coolant for deep drilling must have increased heat dissipation and anti-friction properties.
To improve the quality of surface treatment of holes in stainless steel parts, components are introduced into the coolant to prevent metal sticking to the drill bit.
One of the most important requirements for coolant when using carbide drills is the content of additives that prevent cobalt burnout.
coolant for metal pressure treatment
The selection of coolant for metal pressure treatment is carried out taking into account the peculiarities of the technological modes of the processes performed (pressing, hot or cold stamping).
Fire-safe water-based lubricants with and without graphite, as well as oil coolants with graphite are mainly used for hot stamping operations. These products form a heat-resistant lubricating film with good separation properties. They reduce equipment wear by preventing hard contact between the die and the workpiece.
A special evaporating oil for stamping, which includes special polar additives (esters), has also been widely used. It has a low viscosity, is easily applied to work surfaces, evaporates when heated and does not require subsequent cleaning.
For cold metal processing by pressure, oil—based coolant is produced with a significant content of various additives and lubricants that give the necessary operational properties - corrosion resistance and wear resistance, good extreme pressure qualities. The created protective oil film reduces friction, reduces defects and improves the surface quality of the resulting part.
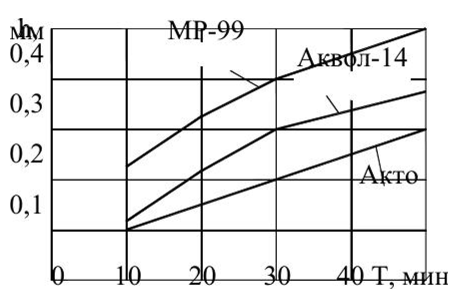
Fig. 2.75. Influence of coolant types on tool wear when processing steel 12X181II FROM
significantly depends on the type of coolant used (Fig. 2.75). When processing the same steel without the use of coolant, the wear of the cutter in 20 minutes was 0.55 mm [43].
Hard alloys, compared with high-speed steels, have higher heat resistance, therefore, the resistance of carbide tools when used
COOLANT increases less high-speed.
To increase the durability of the tool, coolant is more effective not on oil, but

The effect of coolant on the wear of the back surface of the P18 steel cutter when turning 45 steel [4]: 1 - dry; 2 - with sulfofresol; 3 - with emulsion
When processing by cutting, there are the following methods of coolant supply; irrigation (Fig. 2.77, a), pressure cooling (Fig. 2.77, b) and mist cooling (Fig. 2.77, c).
Disadvantages of the 1st method - the outer surface of the chip is cooled, the least heated. The second method is more efficient - cooling is applied to the points closest to the points with the maximum temperature.

Fig. 2.77. Coolant supply methods:
a - irrigation; b - pressure cooling; c - mist cooling
The advantages of the third method are very intensive heat absorption due to increased fine dispersion, i.e. the liquid is already ready for evaporation and, having met with a heated heat source, it quickly evaporates, while absorbing a significant amount of heat. The third method is considered the most effective. When drilling, the second method is indispensable, when the coolant is supplied through the channels in the drill. The irrigation method is less effective.
When designing cutting operations, it is necessary to take into account the speed range in which the workpiece will be processed. At low cutting speeds, coolant with a large lubricating effect is chosen, at high speeds - cooling.
One of the best coolant is water, but it is inapplicable due to corrosion of the machine, so emulsions (an emulsifier solution in water) or soapy liquids are often used. Coolant of the type of sulfofresols - sulfur-containing oils is more often used at low cutting speeds to obtain a lubricating effect. Their main advantage is the complete absence of water, and there are only light mineral oils. But this is an environmentally dirty product, it causes skin diseases in some people. At low cutting speeds, graphite lubricants replace sulfofresols, which are applied to the cutter and held there for a long time.
When processing cast iron, the effect of coolant is somewhat less than when processing steels. Often, when processing cast iron, coolant is not used at all, since coolant spreads small cast iron chips everywhere, which leads to intense abrasive wear of the machine. Chip suction is used to remove the chips.
Pure aluminum is very critical to the type of coolant used. Heat-treated aluminum alloys in a certain speed range are processed without the use of coolant.
To increase the service life of the coolant, devices for cleaning it are used. Despite the significant cost of these devices, they quickly pay for themselves.
Preparation, storage and disposal of lubricants
In Russia, both coolant concentrate and components for its preparation for the conditions of a particular enterprise are produced. Before being used for metalworking, they undergo the following procedures:
-
Mixing the components at the right temperatures (at 60 — 110 ° C, which is set by brand and composition).
-
Sampling for compliance analysis (GOST 2517-80 is valid for Russia).
-
Storage in specialized containers that allow periodic mixing, heating, etc.
-
Refueling in devices and devices for continuous feeding.
Additives may be added to the coolant during preparation. For this purpose, vibration installations of fine emulsification are often provided at the sites of Russian enterprises.
Over time, the compositions in question become contaminated, therefore, various systems are provided by which coolant is cleaned from chip residues, stuck metal, etc. Waste products, the effective cleaning of which is no longer possible, are disposed of.
As we can see, the choice of coolant is huge and their selection should be taken very seriously in order to save money.
Sources:
- stankiexpert.ru
- ozlib.com
- oilcool.ru