Passing and counter milling
When processing metals by cutting with cylindrical, disc and end mills, it is possible to choose the direction of tool feed relative to the movement of the workpiece – passing and counter. Each of the processing methods has its advantages and disadvantages, the choice of the direction of movement depends on the nature of the processing of the part. Let's try to understand this in detail with you.
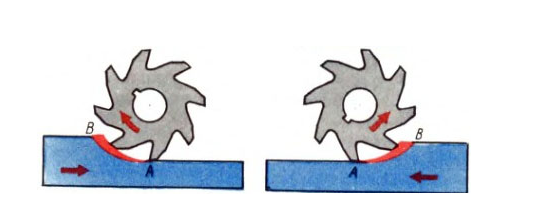
Passing milling is milling in which the direction of movement of the workpiece coincides with the direction of the cutting speed vector. This method is also called milling by feed.

Counter milling is milling in which the direction of movement of the workpiece and the cutting speed vector are directed in different directions. This milling method is considered traditional, it is also called milling against feed.
However, passing milling is the most common type in modern metalworking on CNC machines. Let's consider these two options.
Passing milling
1. The chip thickness at the cutting inlet is maximum, at the output is zero. There is no friction of the cutting edge at the moment of embedding. But there is a blow when crashing.
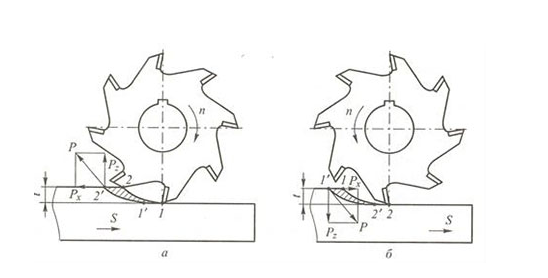
2. The cutting forces press the workpiece against the machine table, the table against the guides, and the plates into the cutter sockets.
3. There is no possibility of chips sticking on the plate and falling between the workpiece and the plate at the time of subsequent embedding. The chips remain behind the cutter and do not spoil the surface, they are removed from the cutting zone.
4. There is less friction, the temperature is less, the wear of the plates on the back surface is less, this allows you to use higher cutting speeds than with counter milling.
5. A machine of sufficient power and rigidity is required to withstand impacts at the moment of embedding. The rigidity of the device should also be sufficient to withstand impacts when cutting in and not allow the workpiece to be moved in one direction or another.
6. The absence of gaps between the screw and the nut of the table is required, since at the moment of embedding, the table may shift by the amount of the gap, which will lead to a breakage of the cutter. This factor takes place mainly on universal machines. Modern CNC machines have great accuracy and lack of any backlash.
7. The durability of the milling cutter is higher than with counter milling, other conditions being equal, except when milling is carried out on a hard crust.
8. High processing accuracy is provided.
9. The tooth of the cutter is loaded abruptly, due to the impact when cutting in, which reduces the life of the tool.
10. The first choice for finishing and for small removals. Sometimes counter milling is done on steel, but this is purely individual, or with large departures to eliminate vibrations.
11. It is also well suited for processing thin parts during cutting and slotting milling.
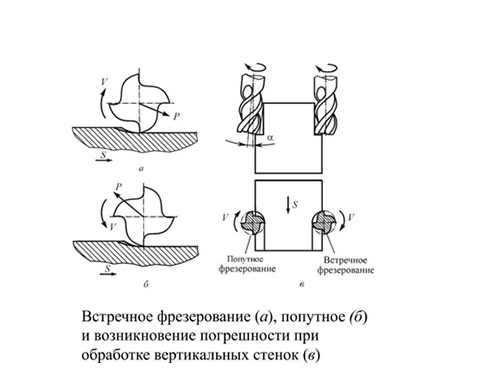
12. When the side walls are simultaneously milled, the tool is pressed, which leads to processing errors, as can be seen in the figure below. But if the removals are not large, then this spin is not so significant. Therefore, finishing passes are often necessary. When counter milling, the cutting edge leads into the depth of the material and there is no pressing.
13. Passing milling is the preferred milling method.
Counter milling
1. The chip thickness at the cutting inlet is zero, at the maximum output. The cutting edge slides along the surface for a certain distance at the moment of embedding until the thickness is sufficient to embed the cutting edge. So at the entrance there is friction of the edge and smoothing of the surface, it is even possible to harden the surface layer, as well as elevated temperatures and pressing of the cutter under the action of friction forces.
2. Large wear of the back surface of the tooth as a result of friction at the time of embedding.
3. Lower cutting modes due to rapid wear on the back surface.
4. Abundant cooling is required.
5. Radial cutting forces tend to tear the workpiece away from the table or fixture. A more reliable attachment of the workpiece is required.
6. Chips of large thickness formed at the outlet of the cutting edge of the plate may stick and end up between the plate and the workpiece at the next insertion, which may lead to plate breakage. Also, such sticking has a bad effect on the durability of the plate.
7. Abrupt unloading of the cutter at the outlet negatively affects the stability of the cutter.
8. The tooth of the cutter is loaded more smoothly, which helps to increase the tool life.
9. The first choice when roughing, crusting, hardened surface layer.
10. There is no pressing of the tool, as the edge tightens when cutting into the depth of the material.
11. Counter milling requires more energy than passing milling.
Despite the fact that counter milling is characterized more negatively, this method in some cases is more advantageous than passing milling.
When we use counter milling
1. When the allowance is not evenly distributed.
2. When milling the crust of a casting or forging, when using a passing cutting here, there will be a rapid blunting of the edge and even a breakage of the plate.
3. When we use ceramic plates when processing heat-resistant alloys, since they do not tolerate shocks that occur at the inlet during passing milling.
4. If you cut a piece of metal by milling, then often counter milling allows you to throw the piece aside, when, on the contrary, this piece can be moved under the milling cutter, which is no longer safe, or it will fly off into a person, or break the milling cutter. Therefore, it is necessary that the piece be secured with a separate clamp in any of the cases.
5. When milling by copying spherical milling cutters, counter milling is preferred, although there is an alternation of both counter and side milling. Here, the maximum chip thickness is removed at favorable cutting speeds.
6. If a large tool overhang causes vibration, it is necessary to use counter milling on finishing passes.
7. If the power of the machine spindle is not sufficient and vibration appears when milling the ledge, try using counter milling.
8. If chip packing is observed when milling a deep groove, try counter milling.
The figure above shows how the cutting forces act: with passing milling (b), the forces tend to press the workpiece to the table, and with counter (a), on the contrary, they tend to tear the workpiece off the table.
When milling a groove for the entire width, there is an alternation of two options on one side passing, on the second counter milling. This negatively affects the durability of the tool and does not make it possible to work with a large cutting depth and feed. Often, a trochoidal processing method is used for such processing.

Backlash and associated milling
There is the following problem with passing milling, which is that the tool can select transmission backlash, if the cutting forces are large enough. The problem is that during the cutting process, the desktop will stretch due to the efforts on the cutter. And if there is a backlash in the transmission, this will cause the table with the workpiece to shift by the amount of backlash. And, if the amount of backlash is sufficient, and the cutting tool is working with sufficient power, this will cause vibration, may lead to tool breakage and possibly even injury to the operator due to flying fragments. Therefore, many workshops prohibit passing milling, on all machines that have a known backlash. Some machines are equipped with gears with backlash sampling, for example ballscrews with double nuts.
One way to consider this issue is to approach it from the point of view of giving a tooth. This is an indicator of how much material each tooth of the cutting tool is trying to cut. Typical values for finishing are from 2-4 acres per tooth. For roughing, this value can increase to several dozen. In the worst case, passing milling can hook the frame and jerk the part to the full amount of backlash at the moment when the tooth cuts the part. Therefore, by the time the next tooth is inserted, the feed will increase by the amount of backlash. Suppose that the draft feed per revolution is 6 acres and there is a backlash of 4 acres. In the worst case, the feed to the tooth may suddenly increase to 0.1 mm. This, of course, is not the end of the world, but it is already a decent load. Now let's assume that you have an older machine with a 0.3 mm backlash and the feed per tooth is 8 acres. If there is a backlash sampling, then the next tooth will start cutting chips at 0.38 mm instead of 0.08. This most likely means the tool is broken.
You need to consider whether the cutting force is sufficient to avoid backlash. A lot will depend on the exact processing scenario of your machine. If you have a light table on ball guides with low friction, it can be easily grasped by a tool. If you have a lot of iron on the table, and you work with tightened adjustment wedges, the possibility of setting will be less. There are ways to calculate the cutting force, but in the general approach it is necessary to use smaller end mills, a smaller cutting depth, lower feed rates and a lower spindle rotation speed – all this reduces the cutting force and the probability of setting and sampling backlash.
By the way, CNC machines generally should not have a noticeable backlash, so this is more about manual machines.
Under certain conditions, passing milling creates a negative cutting geometry.
Up to this point, you probably thought it was worth using passing milling wherever possible. After all, this approach creates a better quality of the treated surface, requires less energy and is less prone to deviation of the cutting tool. And operators working in manual mode say that it is not necessary to use a passing one, because it is dangerous when working on a machine with backlash. In fact, the truth is somewhere in between. The following rules of thumb can be noted:
-
When milling to a depth of half the diameter of the cutter or less, it is better to use a passing one (provided that your machine has a low backlash, and it is safe);
-
When milling to a depth of ¾ of the cutter diameter, the milling method does not matter;
-
When milling to a depth of ¾ - 1 of the milling cutter diameter, it is better to counter.
Tool deviation and cutting accuracy when milling on feed and against feed
How does the direction of feed milling affect the deviation and accuracy of the tool?
The following figure shows small arrows (called vectors), showing the direction of tool deflection when the cutter moves along the tool path:

The arrows show where the cutting force is trying to deflect the cutter. Counter cut at the top, passing milling at the bottom
Note that the deflecting force vector is more parallel to the cut during counter milling (although the arrows are longer and show higher cutting forces). When milling on a passing feed, the force vector is almost perpendicular to the cut. If your milling cutter deviates by 3 acres, is it not preferable to direct it along the feed? Also, an alternative may be to remove or deepen the cutter into the cutting line (changing the removal per pass). Conversely, the lengths of the vectors in the opposite direction are greater than in the passing direction. This suggests that the cutting forces are more powerful, and the tool is more likely to deviate.
Try using passing milling for roughing, because this will give you the opportunity to work faster, and the effect of tool deflection does not significantly affect accuracy and does not matter – the subsequent finishing pass will ensure accuracy. You can roughly work much faster because the cutting force is less and the thick-thin chip profile transfers heat to the chips. The chips carry away heat, which is especially important for processing hard materials such as stainless steel. This ensures the best quality of the treated surface, if you can allow a repeated finishing pass.
Counter milling for finishing
This is contrary to common sense, according to most machine operators. All other things being equal, they are right, but there are nuances.
The problem is that the deviation also affects the cleanliness of the surface. If the vector of cutting forces is almost parallel to the feed direction, you can assume that the part of the vector that pushes it "from parallel" is very small. Therefore, the instrument will have a slight tendency to deviate and cause "waves".
Please note that this can be especially important when working with thin walls, where they are very thin!
Therefore, it is important to switch to counter milling for finishing, if a deviation is unacceptable to you at all. At the very least, too much cutting depth should be avoided when passing milling in order to avoid deviations. To minimize deviations, no more than 30% of the diameter of the cutting tool should be used for counter milling and 5% for passing milling.
Proper deflection control can help you avoid the need for additional milling to clean the surface.
Counter milling for micro-processing
For the same reasons, and especially if you consider that the deviation has a much worse effect on micro milling, you should choose the opposite type instead of the passing one for processing micro milling.
As we can see, despite the fact that the most popular method is passing milling, in many cases counter milling has advantages. In this regard, it is always necessary to choose the method that is most suitable for specific conditions.
By understanding the mechanism of each method, you will make the right choice of the milling method for any of your situations and thereby extend the tool life, improve the quality, accuracy, as well as processing performance.
References:
1) Sandvik Coromant
2) V.I.Anuryev Handbook of a mechanical engineer designer
3) Granovsky G. I., Granovsky V. G. Metal cutting
4) https://darxton.ru/wiki-article/sposoby-frezerovki-vstrechnoe-i-poputnoe/
Спасибо за разъяснение. Кажется начинаю понимать поведение фрезы. Именно со всеми этими проблемами я и столкнулся при попутном фрезеровании. Фреза 6ка, глубина обработки окна 37 мм, и вроде бы как периметр окна сняла нормально на всю глубину, а в закругленных углах недосьем. Попробую встречку прогнать.