Milling mandrels
Milling mandrels: types, design and application
Main types of milling mandrel shanks
Cones are the most common type of milling chuck shanks. Advantages: quick change of tooling and tools, high centering accuracy, reliable fastening.
To date, milling mandrels are manufactured with the following shanks:
1) Morse cone (DIN 228, GOST 25551, taper 1:19 ~ 1:20). It is not intended for CNC, one of the oldest tool cones. It is installed on universal milling centers, drilling machines. Self-braking or self-locking does not allow you to automatically change the tooling, as on automatic equipment. As a rule, they are balanced to a rotation speed of no more than 12,000 rpm.
2) ISO cone 7:24, ratio 7:24 (SK – DIN 69871, BT – MAS 403, NT – DIN 2080). As a rule, they are balanced for a rotation speed of no more than 25,000 rpm.
SK and BT are used on CNC machines and allow automatic tool replacement. The NT type is placed on universal equipment, where automatic change of tooling is impossible, this also includes Soviet milling or boring machines. The 7:24 cones accelerated the metalworking process, but the construction still remained quite slow due to the mass. The rotation speed could be accelerated to a maximum of 25,000 revolutions per minute. For the processing of aluminum and other soft materials, lighter structures were needed that could be accelerated to high speeds, while maintaining the quickness of the tooling. Then there was a solution to these problems – the types of HSK and PSK.
3) Modern cones – HSK (ratio 1:10), PSK Capto (ratio like Morse code 1:19 ~ 1:20). DIN 69893 standard. They allow you to work at high speeds, and are designed for automatic centers with numerical control. The rotation speed can be accelerated to 40 000-50 000 revolutions per minute. In HSK, it is possible to fix turning cutters through adapters.
4) Cylindrical shank. They are used on milling or drilling equipment, they can be inserted into a larger collet chuck, or into a Weldon, as well as into an axial tool holder on a turning center.
Features of cartridges with a Morse cone
The main size range of Morse by numbers: from 0 to 6. Metric dimensions: 80, 100, 120, 160, 200. In addition to the spindle, the KM can be inserted into the tailstock of turning equipment.

1. Morse shank with foot – MTA
MTA mandrels with a foot are used for drilling in turning, milling and drilling centers. Morse adapter sleeves expand the capabilities of the equipment.
MTA shanks are designed mainly for fixing drills.
 2. Morse shank with thread – MTB
2. Morse shank with thread – MTBThe MTB snap-in is fixed to the thread (axial hole with thread in the shank). This mount is more reliable and rigid, suitable for milling operations at milling centers.
MTB shanks are designed mainly for fixing milling cutters.
Shortened shanks are used mainly in drilling rigging.
The main dimensions are: B7, B10, B12, B16, B18, B22, B24, B32, B45, where the number after the letter B denotes a larger diameter.
Features of equipment with cones 7:24 ISO
Mandrels have a size range of shanks depending on the size of the machine: 30, 40, 50, etc. For example, BT40 is for medium–sized processing centers. The easiest way to determine the size of a metric cone is by the internal thread. For size 30, the thread will be M12, for size 40 - M16 and for size 50 – M24. Torque transmission is carried out through grooves in the flange. There are also accessories not with metric thread, but with inch, for example, CAT type.
The second (reverse) part of the mandrel is used to fix the cutting elements – directly or through collets (ER, OZ, EOS, SC, GT, TC and others).
It turns out that monolithic cutters, drills, taps and other cutting tools with a cylindrical shank can be attached to collet cartridges. In other types of equipment, drills can be clamped, including body, attachment cutters, including models with replaceable plates. There are also ISO cones for boring systems.
For each type of tooling, its own bolt (screw) is used for fixing and holding in the machine during processing.
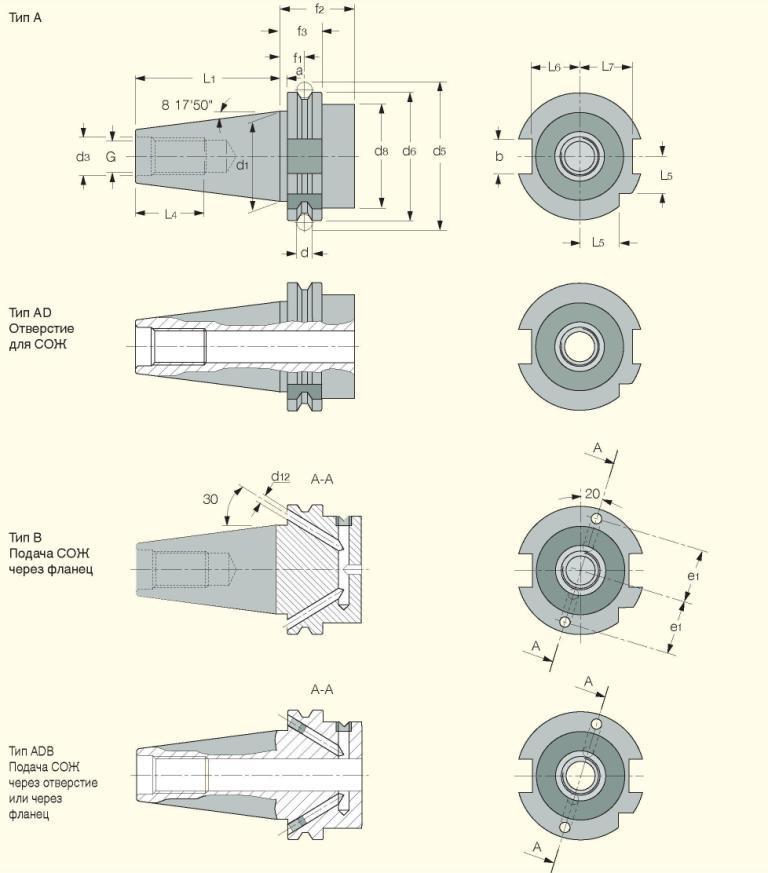
According to the supply of lubricants, ISO mandrels are of four types:
-
A – no coolant supply;
-
B –Coolant supply through the flange;
-
AD – coolant supply through the central hole;
-
AD/B – coolant supply through a hole or flange;
Let's briefly consider the distinctive features of common metric cone standards.
SK – DIN 69871
Main features of SK:
-
Standards DIN 69871, ISO 7388/1, GOST 25827 version 2, DAT, AT.
-
It can be used on CNC machines.
-
Most often they are put on European machines.
-
Fixing in the spindle with a stem or screw.
-
Two grooves on the mandrel flange, the groove is cut completely to the entire width of the flange.
-
Visually, two rings on the flange are of the same width.
Slots on the SK flange:

BT – MAS 403
Main Features of BT:
-
Standards MAS 403, JIS B 6339.
-
It can be used on a CNC.
-
Most often they stand on Asian machines.
-
Fixing in the spindle with a stem or screw.
-
Two grooves on the mandrel flange, the groove is not cut to the end of the flange.
-
Visually, the upper ring on the flange is wider than the lower one.
Slots on the BT flange:

NT – DIN 2080
Main features of NT:
-
Standards DIN 2080, ISO 7388/2, GOST 25827 version 1.
-
Use on universal equipment.
-
It cannot be used on automatic centers, only manual change of equipment.
-
Fixing in the spindle with a stem or screw.
-
Two slots on the mandrel flange.
-
Visually, there is one ring on the flange and an elongated threaded part in the form of a cylinder.
-
Some models can be fixed in the machine both on the internal thread and on the external protrusions of the elongated part of the mandrel.
Slots on the NT flange:

Features of HSK and PSK cones
-
Main features of HSK: DIN 69893 standard.
-
Shortened lightweight cone 1:10;
-
Fixing in the equipment is not through a stem, but with a release collet.
-
The torque is transmitted through the slots.
-
There are several types of HSK: A, T (for turning tools), B, C, D, E and F.;
-
It is used both on CNC centers and with manual tool change (C and D).
-
A, B, C and D are used on low–speed machines, E and F - for high-speed processing (symmetrical to avoid runout).
-
Lightweight design, the speed reaches up to 50 000 rpm.
-
Turning tools and holders can be fixed using adapters.

- Main features of PSK Capto: ISO 26623-1 standard
-
Ratio 1:19 ~ 1:20;
-
The snap section is not a circle, but a polygon (a triangle with rounded corners and concave sides).
-
The torque is transmitted through a polygonal cone.
-
More rigid construction and more precise positioning than HSK.
-
The high cost of tooling, often the use is financially impractical.
The advantages of modern HSK and PSK tooling can be fully appreciated when processing light materials – wood, aluminum, etc.

-
The main features of mandrels with a cylinder: A straight cylindrical shank with or without a bald patch.
-
They are usually fixed on a milling or drilling machine in a larger collet chuck, or in a Weldon, as well as in an axial tool holder on a lathe.
-
Collet cartridges are convenient to use with a large departure and for fixing collet of small size. Most often, equipment of this type is referred to as extension adapters and is used in milling machining centers. The mini nut allows you to work in hard-to-reach places.
-
Drilling cartridges are recommended for turning equipment.
Milling cartridges with cylindrical shanks are essentially adapter bushings, but can also be used in lathes in holders for boring cutters (with a bald).
That's all. It's nothing complicated, right? We hope the article helped you to understand the range of cartridges for the processed centers. As a rule, machine manufacturers indicate in the characteristics the type of cartridge used (BT, SK or other). Then it will only be necessary to choose such cartridges that are necessary for certain technological operations.
Below is a video on the types of tool cones on milling machines:
Source
2) Pramet Tooling System 2016 Catalog
3) Bison 2015 catalog